You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Iqwq Ce1091 VPWLD D7 4590 - ADocument120 pagesIqwq Ce1091 VPWLD D7 4590 - Ajacksonbello34No ratings yet
- WPQT CertificateDocument104 pagesWPQT CertificateMaged Lotfy Abdel-aal100% (2)
- PQR Welding Procedure RecordDocument2 pagesPQR Welding Procedure RecordAtilio BarriosNo ratings yet
- Final PQRDocument130 pagesFinal PQRAhamed Naufal CaNo ratings yet
- PQR ForDocument3 pagesPQR ForAkash Singh TomarNo ratings yet
- EPC Main Contract for Column Pipe Welding ProcedureDocument4 pagesEPC Main Contract for Column Pipe Welding ProcedureRamzi ZoghlamiNo ratings yet
- A-Mtl-Pro-730-38931 Rev A Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessDocument4 pagesA-Mtl-Pro-730-38931 Rev A Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessRamzi ZoghlamiNo ratings yet
- 1.911.032 WPQ Smaw Astm A36Document1 page1.911.032 WPQ Smaw Astm A36Felipe Carrasco sepulvedaNo ratings yet
- LOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONDocument5 pagesLOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONKAMALNo ratings yet
- AMRITA ENGINEERING WORKS PQRDocument3 pagesAMRITA ENGINEERING WORKS PQRBalkishan DyavanapellyNo ratings yet
- Cert Piping W54.5Document2 pagesCert Piping W54.5SANU0% (1)
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- CALTECH ENGINEERING PQR PROCEDUREDocument8 pagesCALTECH ENGINEERING PQR PROCEDURESrikant GanjiNo ratings yet
- METALS INSPECTION SERVICES WELDING PROCEDUREDocument6 pagesMETALS INSPECTION SERVICES WELDING PROCEDURELuis MuñozNo ratings yet
- WELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928Document2 pagesWELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928duyanhNo ratings yet
- Procedure Qualification RecordDocument6 pagesProcedure Qualification RecordGaurang PandyaNo ratings yet
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNo ratings yet
- WPQ No. SE/WPQ/15-16/01 Welder Performance QualificationDocument2 pagesWPQ No. SE/WPQ/15-16/01 Welder Performance Qualificationprod4150% (1)
- Abdul Muhid WPQRDocument1 pageAbdul Muhid WPQRChandra Bintang W.PNo ratings yet
- Procedure Qualification Record (PQR)Document3 pagesProcedure Qualification Record (PQR)surjithkocherilNo ratings yet
- Slamet WPQRDocument1 pageSlamet WPQRChandra Bintang W.PNo ratings yet
- Eslam Abdelhameed Asme Ix IdDocument1 pageEslam Abdelhameed Asme Ix Idel_sharkawy2011No ratings yet
- JOINTS (QW-402) : Groove Design of Test CouponDocument2 pagesJOINTS (QW-402) : Groove Design of Test CouponbeyNo ratings yet
- Case Study - Welder WPQ - 2Document6 pagesCase Study - Welder WPQ - 2MOHAMED SALEH ABDALLAH ARAFATNo ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreDocument3 pagesWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniNo ratings yet
- AECOM ASME PQR for SA-516 Pipe WeldsDocument3 pagesAECOM ASME PQR for SA-516 Pipe Weldscorey jacobsNo ratings yet
- WPS & PQR of Ravindra KumarDocument4 pagesWPS & PQR of Ravindra Kumartripatipankaj023No ratings yet
- WPQRDocument1 pageWPQRangelito bernalNo ratings yet
- PQR - 007 샘플Document2 pagesPQR - 007 샘플주용환No ratings yet
- PQR - 007 샘플Document2 pagesPQR - 007 샘플주용환No ratings yet
- PQR With-PwhtDocument2 pagesPQR With-PwhtKarthikNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingPutry NHy Saya0% (1)
- Larsen & Toubros Modular Fabrication Facility WPSDocument1 pageLarsen & Toubros Modular Fabrication Facility WPSRohiNo ratings yet
- WPS Gtaw) - 47Document2 pagesWPS Gtaw) - 47Dharmendra BhardwajNo ratings yet
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDocument1 pageWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- Procedure Qualification Records (PQR)Document2 pagesProcedure Qualification Records (PQR)amine algNo ratings yet
- WPQ Certificates Klis14Document8 pagesWPQ Certificates Klis14AdhicharanNo ratings yet
- Calificación Termotecnica CoindustrialDocument1 pageCalificación Termotecnica CoindustrialTato VargasNo ratings yet
- Larsen & Toubros Modular Fabrication Facility WPS for Pipe WeldingDocument1 pageLarsen & Toubros Modular Fabrication Facility WPS for Pipe WeldingRohiNo ratings yet
- All Position Stainless Steel Welding ProcedureDocument6 pagesAll Position Stainless Steel Welding ProcedureJaime PatrónNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- Gtaw - Inox - 6g Julio Arriagada Gallegos Constructora Laja Mayo 2023Document1 pageGtaw - Inox - 6g Julio Arriagada Gallegos Constructora Laja Mayo 2023elevacerchileNo ratings yet
- PRN005Document2 pagesPRN005beyNo ratings yet
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- Record of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Document1 pageRecord of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Weld Bro SandeepNo ratings yet
- SampleDocument5 pagesSample이훈No ratings yet
- PQR Procedure Qualification Records for GMAW and SAW WeldingDocument3 pagesPQR Procedure Qualification Records for GMAW and SAW WeldingKumawat PrakashNo ratings yet
- Format For Manufacturer Record of Welding Operator QualificationDocument1 pageFormat For Manufacturer Record of Welding Operator QualificationRajeev KumarNo ratings yet
- Method Statement - STOP-LOGSDocument7 pagesMethod Statement - STOP-LOGSMohammad Bader Al-DeinNo ratings yet
- Qw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Document2 pagesQw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Parminder SinghNo ratings yet
- FO 3310d Welding Performance Qualifications (WPQ) : Registro Calificacion de SoldadoresDocument4 pagesFO 3310d Welding Performance Qualifications (WPQ) : Registro Calificacion de SoldadoresRodolfoNo ratings yet
- Qw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel CodeDocument4 pagesQw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel Codesreejithr86No ratings yet
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
- QW-482 SUGGESTED FORMAT FOR WELDING PROCEDURE SPECIFICATIONSDocument2 pagesQW-482 SUGGESTED FORMAT FOR WELDING PROCEDURE SPECIFICATIONSVaibhav GuptaNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Control of Welding Consumable ProcedureDocument23 pagesControl of Welding Consumable ProcedureZaidiNo ratings yet
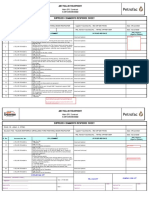
- Sub-Contractor Comments Response Sheet: Ain Tsila DevelopmentDocument23 pagesSub-Contractor Comments Response Sheet: Ain Tsila DevelopmentZaidi0% (1)
- Sub-Contractor Comments Response Sheet: Ain Tsila DevelopmentDocument27 pagesSub-Contractor Comments Response Sheet: Ain Tsila DevelopmentZaidiNo ratings yet
- Right of Way Construction ITPDocument12 pagesRight of Way Construction ITPZaidiNo ratings yet
- B Qac Pro 210 39161 ADocument12 pagesB Qac Pro 210 39161 AZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Visual Inspection Test Procedure B-QAC-PRO-210-39162Document14 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Visual Inspection Test Procedure B-QAC-PRO-210-39162ZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Penetrant Inspection Test Procedure B-QAC-PRO-210-39160Document12 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Penetrant Inspection Test Procedure B-QAC-PRO-210-39160ZaidiNo ratings yet
- Gamma Radiography Not Allowed for Pipeline WeldingDocument24 pagesGamma Radiography Not Allowed for Pipeline WeldingZaidiNo ratings yet
- Cathodic Protection ITPDocument25 pagesCathodic Protection ITPZaidiNo ratings yet
- SilicaSandPh Intertek Lab Test Silica Sand (SSLMW)Document11 pagesSilicaSandPh Intertek Lab Test Silica Sand (SSLMW)SilicaSandPhNo ratings yet
- Specification For External 3LPEDocument25 pagesSpecification For External 3LPEEnnio100% (2)
- Welding Consumables Request Card: Client LogoDocument1 pageWelding Consumables Request Card: Client LogoZaidiNo ratings yet
- Ain Tsila Development Project Quality PlanDocument25 pagesAin Tsila Development Project Quality PlanZaidiNo ratings yet
- Standards ISO For Oil and Gas PDFDocument1 pageStandards ISO For Oil and Gas PDFsugiantobarusNo ratings yet
- Site ITP for Local Panels and Instrument Junction BoxesDocument14 pagesSite ITP for Local Panels and Instrument Junction BoxesZaidiNo ratings yet
- DNV RP F102 PDFDocument38 pagesDNV RP F102 PDFFernando Ytozu TairaNo ratings yet
- A Tse Spe 000 30000 0Document28 pagesA Tse Spe 000 30000 0ZaidiNo ratings yet
- Supplier Comments Response Sheet: Ain Tsila DevelopmentDocument22 pagesSupplier Comments Response Sheet: Ain Tsila DevelopmentZaidiNo ratings yet
- A Ele Spe 800 30021 0Document29 pagesA Ele Spe 800 30021 0ZaidiNo ratings yet
- W Ele Spe 100 30016 0Document23 pagesW Ele Spe 100 30016 0ZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Site Itp For Fiber Optic Installation B-QAC-PLN-210-39267Document19 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Site Itp For Fiber Optic Installation B-QAC-PLN-210-39267ZaidiNo ratings yet
- Supplier Comments Response Sheet: Ain Tsila DevelopmentDocument36 pagesSupplier Comments Response Sheet: Ain Tsila DevelopmentZaidiNo ratings yet
- Supplier Comments Response Sheet: Ain Tsila DevelopmentDocument29 pagesSupplier Comments Response Sheet: Ain Tsila DevelopmentZaidiNo ratings yet
- A Ele Spe 800 30018 0Document26 pagesA Ele Spe 800 30018 0ZaidiNo ratings yet
- A Civ Spe 000 30003 0Document36 pagesA Civ Spe 000 30003 0ZaidiNo ratings yet
- Electrical Heat Tracing SpecificationDocument25 pagesElectrical Heat Tracing SpecificationZaidiNo ratings yet
- A Ele Spe 800 30014 0Document20 pagesA Ele Spe 800 30014 0ZaidiNo ratings yet
- Electrical Cables SpecificationDocument27 pagesElectrical Cables SpecificationZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Stringing Procedure B-CON-RPO-210-39152Document12 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Stringing Procedure B-CON-RPO-210-39152ZaidiNo ratings yet
- Earthworks Specification for Ain Tsila Gas DevelopmentDocument30 pagesEarthworks Specification for Ain Tsila Gas DevelopmentZaidiNo ratings yet
- Power Transmission Companies - IndiaDocument2 pagesPower Transmission Companies - IndiaAkash TyagiNo ratings yet
- ProposalDocument22 pagesProposalKD CarlosNo ratings yet
- Approximate Diesel Fuel Consumption Chart: Download Chart To PDFDocument1 pageApproximate Diesel Fuel Consumption Chart: Download Chart To PDFTaufik Raharjo100% (1)
- Asphalt Mixing Plant: CSD 2500 BDocument4 pagesAsphalt Mixing Plant: CSD 2500 BENGEVI PROJETOSNo ratings yet
- Apple Case Study: CSR & Sustainability StrategiesDocument12 pagesApple Case Study: CSR & Sustainability StrategiesPrachi MishraNo ratings yet
- Waves: Revision Questions Waves Sound WaterDocument5 pagesWaves: Revision Questions Waves Sound WaterRichie HarvyNo ratings yet
- Bajaj Auto: Submitted By: Submitted ToDocument35 pagesBajaj Auto: Submitted By: Submitted ToharshNo ratings yet
- FM Consultancy Utility Distribution SpecificationsDocument3 pagesFM Consultancy Utility Distribution SpecificationssppatilNo ratings yet
- Chemistry For Engineers ElectrochemistryDocument7 pagesChemistry For Engineers ElectrochemistryCHRIST IAN JAN PALGANNo ratings yet
- Condition Monitoring-05.11.08.Ppt (Recovered)Document60 pagesCondition Monitoring-05.11.08.Ppt (Recovered)Lakshmi Narayan100% (2)
- Modeling of Grid Connected Hybrid Wind/Pv Generation System Using MatlabDocument5 pagesModeling of Grid Connected Hybrid Wind/Pv Generation System Using MatlabSABIR KHANNo ratings yet
- Prix Du Kit 500W Type A PDFDocument1 pagePrix Du Kit 500W Type A PDFbourbiaNo ratings yet
- Manuale Vela ITDocument44 pagesManuale Vela ITvhcamiloNo ratings yet
- Bhel Mini Pro Report On Turbo Generators 1Document53 pagesBhel Mini Pro Report On Turbo Generators 1Akirakumar100% (1)
- Iron Roughneck Service ManualDocument42 pagesIron Roughneck Service ManualGiorgiana RosuNo ratings yet
- Cost For Pipeline DesignDocument5 pagesCost For Pipeline DesignAtty Atty100% (1)
- Current Differential Relay ManualDocument4 pagesCurrent Differential Relay Manualppraveenkumar79No ratings yet
- Catalog HydrSeals PDE3350-GB Pgs63-66Document4 pagesCatalog HydrSeals PDE3350-GB Pgs63-66claudioandrevalverdeNo ratings yet
- Chemical Bonding PDFDocument14 pagesChemical Bonding PDFTai PanNo ratings yet
- Group3 A6-1Document111 pagesGroup3 A6-1JulietteNo ratings yet
- MTU 12V 4000 M60 Engine Maintenance MatrixDocument3 pagesMTU 12V 4000 M60 Engine Maintenance Matrixchief100% (2)
- Anderol 1255 PDFDocument1 pageAnderol 1255 PDFAnonymous oAbjbl4HNo ratings yet
- Smart Management SystemDocument10 pagesSmart Management Systemishantbharadwaj12No ratings yet
- Chapter - 3: Structure of The AtomDocument34 pagesChapter - 3: Structure of The AtomFozia ShaikhNo ratings yet
- KuliteDocument1 pageKuliteVinícius Martins FreireNo ratings yet
- Catalogo PennzoilDocument81 pagesCatalogo PennzoilAngel Flores67% (3)
- Manual JD English c13960Document53 pagesManual JD English c13960Ardhana ArdhanaNo ratings yet
- FSI-P-CHME Chemical Engineering ExamDocument6 pagesFSI-P-CHME Chemical Engineering ExamAaqib AshrafNo ratings yet
- Request For Quotation Local Purchase Section: RFQ NumberDocument6 pagesRequest For Quotation Local Purchase Section: RFQ NumberĐặng MinhNo ratings yet
- Casesamling 2017 UK 04Document114 pagesCasesamling 2017 UK 04kayem14No ratings yet