Professional Documents
Culture Documents
08 Cutting (V) 31.07.2019
Uploaded by
TiếnTrầnHồVănOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
08 Cutting (V) 31.07.2019
Uploaded by
TiếnTrầnHồVănCopyright:
Available Formats
BẢNG LAI LỊCH CHỈNH SỬA MỚI TIÊU CHUẨN KỸ THUẬT
Phân loại tiêu chuẩn
Bảng kế hoạch quản lý (Control Plan) Bộ phận chỉnh sửa mới Kỹ thuật chế tạo
kỹ thuật
Tên tiêu chuẩn Bảng Kế Hoạch Quản Lý Công Đoạn Cắt Số đăng ký KTVC4-104-105
Số chỉnh sửa mới Ngày chỉnh sửa Nội dung chỉnh sửa mới Thay đổi cơ bản
00 2008.01.02 Ban hành Control Plan mới Ban hành mới
01 2009.02.25 Kiểm tra lại các hạng mục Không thay đổi Cập nhật ver. Mới
02 2009.05.27 Kiểm tra lại các hạng mục Không thay đổi Cập nhật ver. Mới
03 2009.08.20 Kiểm tra lại các hạng mục Không thay đổi Cập nhật ver. Mới
04 2009.10.31 Kiểm tra lại các hạng mục Không thay đổi Cập nhật ver. Mới
05 2009.12.10 Kiểm tra lại các hạng mục Không thay đổi Cập nhật ver. Mới
06 2012.02.20 Kiểm tra lại các hạng mục Không thay đổi Cập nhật ver. Mới
Độ rộng belt spec ±1mm -> belt 1#: -1,+2mm, belt 2#: -2,+1 mm
07 2012.03.07 Tối đa 3 ngày -> tối đa 2 ngày Cập nhật ver. Mới
Thời gian lưu trữ Belt
(sau 2 ngày thì kiểm tra PAD test OK : +2 ngày)
Thời gian lưu trữ Belt tối đa 2 ngày ( sau 2 ngày thì kiểm tra PAD test OK : +2 ngày) -> tối đa 2 ngày.
08 2012.07.10 Cập nhật ver. Mới
Vị trí gum edge 15 ±5mm -> mặt trên 12 ±3mm, mặt dưới 18 ±3mm
09 2014.06.23 Capply: độ rộng wide-capply -> độ rộng wide-capply (không quản lí cuộn mép #1 và #7) Cập nhật ver. Mới
10 2014.10.22 Vị trí gum edge mặt trên 12 ±3mm, mặt dưới 18 ±3mm -> mặt trên 12 ±2mm, mặt dưới 18 ±2mm Cập nhật ver. Mới
Max.2days -> LTR(WS01/WQ33/WG11): Max.5days
11 2016.02.11 Thời gian lưu trữ Belt Cập nhật ver. Mới
PCR(WJ26/WJ28): Max.2days
12 2016.02.25 Độ rộng Gum edge / dày (thêm mới) -> Spec.±2㎜ / Spec.±0.1㎜ Cập nhật ver. Mới
Độ rộng Gum edge / dày 1/qui cách/ca -> Thay đổi độ dày Gum edge/02hrs
13 2016.03.17 qui cách -> Thay đổi độ dày Gum edge/02hrs. Cập nhật ver. Mới
Vị trí Gum Edge
Nhật ký cắt Belt ->Nhật ký máy đùn cao su Belt gum edge
LTR(WS01/WQ33/WG11): Max.5days / PCR(WJ26/WJ28):
14 2016.04.11 Thời gian lưu trữ Belt Cập nhật ver. Mới
Max.2days -> Max.5days
15 2016.07.28 DOG-EAR Belt Cảm biến/Tự động/tất cả/LOT -> Kiểm tra bằng mắt/Bằng tay/1/quy cách Cập nhật ver. Mới
Liner phủ Bán thành phẩm Belt / Body ply
16 2016.09.16 -> Liner phủ kín (trên CLT) Cập nhật ver. Mới
(thêm
Góc plymới)
/ Góc BELT / Thời gian lưu trữ / Độ
Đặt tính đặc biệt (SC) / (SC) / (SC) / (CC) / (CC) -> delete
rộng Gum edge / Độ dày Gum edge
17 2016.10.17 Vị trí Gum Edge Control chart Cập nhật ver. Mới
Độ rộng BELT / Độ rộng Ply / DOG-EAR
Thêm mới quảm lí F/P (O)
Body / Góc BELT
18 2017.01.07 Cải tiến Form mẫu Cập nhật form mới
Dog Ear (Body,Belt) Cập nhật ký tự đặc biệt ★,P-Chart,fool proof
19 2017.09.17 Mini capply width Cập nhật ký tự đặc biệt ★,P-Chart Cập nhật ver. Mới
Mối nối body Cập nhật fool proof,P-Chart
2008.01.02 Rev. 0 Công ty TNHH Lốp Kumho Việt nam KTVNA1-E05-01-F13
BẢNG LAI LỊCH CHỈNH SỬA MỚI TIÊU CHUẨN KỸ THUẬT
Phân loại tiêu chuẩn
Bảng kế hoạch quản lý (Control Plan) Bộ phận chỉnh sửa mới Kỹ thuật chế tạo
kỹ thuật
Tên tiêu chuẩn Bảng Kế Hoạch Quản Lý Công Đoạn Cắt Số đăng ký KTVC4-104-105
Số chỉnh sửa mới Ngày chỉnh sửa Nội dung chỉnh sửa mới Thay đổi cơ bản
* Cập nhật theo form của công ty mẹ thêm cột:
- Thời điểm đo.
Cải tiến Form mẫu
- Người đo.
20 2018.01.14 * Nhận diện thêm chu kỳ kiểm tra error proof & review thông tin kiểm tra lưu trên MES. Cập nhật ver. Mới
Mặt trên: 12±2 mm - > 10±2 mm
Máy cắt belt/ Vị trí gum edge/ Chỉ số quản lý
Mặt dưới: 18±2 mm - > 15±2 mm
Máy cắt body ply/ Mối nối/ Error Proof bỏ Error proof
Thời hạn bảo quản Body Ply Theo thời hạn bảo quản Cán tráng
-Không bọc Vinyl: 4giờ~5ngày
Thời hạn bảo quản Belt trước khi cắt
-Có bọc Vinyl: 4giờ~7ngày
21 2018.07.11 Max.5 ngày sau khi cắt Cập nhật ver. Mới
Thời hạn bảo quản Belt sau khi cắt
(Riêng WJ28: Từ khi cán đến sau khi cắt: 5 ngày)
Chu kỳ thay dao cắt Belt 5,000,000 lần cắt
Xuất xứ Tiêu chuẩn công việc -> Tiêu chuẩn công việc cắt
Xuất xứ Tiêu chuẩn công việc cắt > Body: KTVNC5-114-01 ; Belt: KTVNC5-184-02
- Không bọc Vinyl: từ 01hr ~10 ngày
Thời hạn bảo quản Body trước khi cắt
- Có bọc Vinyl: từ 04hr ~15 ngày
a. Không phủ vinyl :
Hạn sử dụng cán tráng
Thời hạn bảo quản Body sau khi cắt
b.Phủ Vinyl :
Hạn sử dụng cán tráng + 5 days
22 2018.09.12 -Không bọc Vinyl (WJ28): 4giờ~5ngày Cập nhật ver. Mới
Thời hạn bảo quản Belt trước khi cắt
-Có bọc Vinyl: 4giờ~10ngày
-Nếu trước khi cắt không bọc Vinyl (WJ28):
Thời hạn bảo quản Belt sau khi cắt Theo hạn sử dụng cán tráng
-Nếu trước khi cắt Có bọc Vinyl: Max.5 ngày
Thông tin cắt Body RFID
Thông tin cắt Belt RFID
Phương pháp xử lý Thêm KTVNA3-D01-03-M07
Mối nối body số mẫu: 3 --> 1; chu kỳ: quy cách --> 15 lần; thêm error proof: cảnh báo/dừng; chu kỳ: 1 lần/ca
23 1/18/2019 Cập nhật ver. Mới
Thời gian lưu trữ belt ( trước và sau cắt ) chỉ số quản lý: bỏ WJ28
2008.01.02 Rev. 0 Công ty TNHH Lốp Kumho Việt nam KTVNA1-E05-01-F13
BẢNG LAI LỊCH CHỈNH SỬA MỚI TIÊU CHUẨN KỸ THUẬT
Phân loại tiêu chuẩn
Bảng kế hoạch quản lý (Control Plan) Bộ phận chỉnh sửa mới Kỹ thuật chế tạo
kỹ thuật
Tên tiêu chuẩn Bảng Kế Hoạch Quản Lý Công Đoạn Cắt Số đăng ký KTVC4-104-105
Số chỉnh sửa mới Ngày chỉnh sửa Nội dung chỉnh sửa mới Thay đổi cơ bản
Phương pháp xử lý KTVC4-104-105-M01
Độ rộng Belt CC --> F/F & thêm phương pháp lấy mẫu và phương pháp quản lý X-bar chart của QC
Phủ liner bán thành phẩm Body ply KTVNC5-114-01-M03 --> KTVNC5-114-01
Thời gian lưu trữ (Trước khi cắt) KTVNC5-112-05 --> KTVNC5-184-02
Phủ liner bán thành phẩm Belt KTVNC5-184-02-M03 -->KTVNC5-184-02
Chu kỳ thay dao cắt KTVA3-C02-01 --> KTVNC5-184-02
Đặc tính đặc biệt :CCD --> F/F; số mẫu: 5 -> 2; Phương pháp :Tỷ lệ tuân thủ tiêu chuẩn
Độ rộng Ply ( Bead)
24 7/31/2019 --> CP checksheet Cập nhật ver. Mới
Mối nối Bỏ CC tại đặc tính đặc biệt & bỏ P-chart tại SPC & bỏ dòng nhân viên QC
Dog ear (body) Bỏ ★ tại đặc tính đặc biệt & bỏ P-chart tại SPC & bỏ dòng nhân viên QC
Mối nối hở Bỏ CC tại đặc tính đặc biệt
Dog ear (belt) Bỏ ★ tại đặc tính đặc biệt & bỏ P-chart tại SPC & bỏ dòng nhân viên QC
Vị trí Gum Edge Bỏ CC tại đặc tính đặc biệt & bỏ X-Bar chart tại SPC & bỏ dòng nhân viên QC
Mối nối chồng / hở Bỏ CCD tại đặc tính đặc biệt
Độ rộng Mini- Capply Bỏ ★ tại đặc tính đặc biệt & bỏ P-chart tại SPC & bỏ dòng nhân viên QC
2008.01.02 Rev. 0 Công ty TNHH Lốp Kumho Việt nam KTVNA1-E05-01-F13
2008.01.02 Rev. 0 Công ty TNHH Lốp Kumho Việt nam KTVNA1-E05-01-F13
Đặc tính đặt biệt : F/F : đặc tính chức năng
Sản phẩm PCR/LTR
Bảng Kế Hoạch Quản Lý Công Đoạn Cắt
Nhà máy KTV ( □ Sản phẩm mẫu / □ Test công đoạn / ■ Sản xuất hàng loạt )
Bộ phận liên Bộ phận kỹ thuật Phòng quản lý
Bộ phận sản xuất 3 Bộ phận chủ quản Bộ phận phụ trách Soạn thảo Điều chỉnh Kiểm tra Phê duyệt Mã số đăng ký KTVC4-104-105
quan chế tạo chất lượng
Tên Mr. Chung Mr. Nhựt Mr. Thơ Tên Mr. Duy Mr. Chung Mr. Chung Mr. Choi Ngày ban hành 2008.01.02
Ngày update 7/31/2019
Tên bộ phận
Ký tên Ký tên Số sửa đổi Rev. 24
Trang 1/3
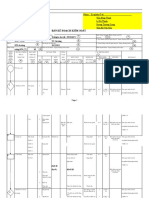
Đặc tính Sản phẩm/Công đoạn (Spec/dung sai) Phuong pháp đánh giá/đo Phương pháp lấy mẫu Phương pháp quản lý Xử lý sửa đổi
Đặc Error
Thời điểm/vị trí
Giải thích công Thiết bị /công cụ tính Có lưu Proof
Công đoạn
việc sản xuất đặc trên hệ Bộ phận
Số Sản phẩm Công đoạn biệt Chỉ số quản lý Xuất xứ Thiết bị Tự động/thủ công Số mẫu Chu kỳ Người đo Phương pháp SPC Phương pháp xử lý Người xử lý
thống quản lý Cảnh báo, Chu kỳ
Thời điểm Vị trí không dừng, loại bỏ kiểm tra
Theo yêu câu của Xác nhận tem / trả về
từng quy cách, Máy cắt Kiểm tra Nhật ký cắt Body Cảnh (KTVC4-104-105-M01) Người vận
Cắt cắt sản phẩm của 1 Thông tin cắt Spec. Manufacturing Spec Lúc thay quy cách Cuộn cán Bằng tay MES 1 Cuộn Vận hành máy Sản xuất 1 lần/ca
BodyPly bằng mắt / RFID Ply báo/dừng & KTVNA3-D01-03- hành / Ca trưởng
quá trình M07
8 cán để chuẩn bị
cho
công đoạn tạo Xác nhận tem / trả về
Thời gian lưu - Không bọc Vinyl: từ 01hr ~10
hình Kiểm tra Nhật ký cắt Body (KTVC4-104-105-M01) Người vận
2 trữ (Trước ngày KTVNC5-114-01 Ghi Trên tem in Cuộn cắt Bằng tay 1 Quy cách Vận hành máy Sản xuất
bằng mắt Ply & KTVNA3-D01-03- hành / Ca trưởng
khi cắt) - Có bọc Vinyl: từ 04hr ~15 ngày
M07
a. Không phủ vinyl : Kiểm tra lại / loại bỏ
Thời gian lưu
Hạn sử dụng cán tráng Kiểm tra (KTVC4-104-105-M01) Người vận
3 trữ (Sau khi KTVNC5-114-01 Khi in tem Cuộn cắt Bằng tay MES 1 Quy cách Vận hành máy Bảng tồn kho FIFO Sản xuất
b.Phủ Vinyl : bằng mắt & KTVNA3-D01-03- hành / Ca trưởng
cắt)
Hạn sử dụng cán tráng + 5 days M07
Nhật ký cắt Body Cảnh
1 Quy cách Vận hành máy Sản xuất 1 lần/ca
Ply báo/dừng
Loại bỏ (KTVC4-104-
Manufacturing Spec; Thước dây Lúc quan sát vận Bằng tay X-Bar Người vận
4 Độ rộng Ply F/F Spec.±2 mm Băng tải quấn MES 105-M01) & KTVNA3-
KTVNC5-114-01 Camera hành Tự động chart hành / Ca trưởng
D01-03-M07
Kiểm tra
2 Ca Nhân viên QC CP checksheet
chất lượng
Loại bỏ (KTVC4-104-
Manufacturing Spec; Nhật ký cắt Body Người vận
5 Góc ply Spec.±0.5° Thước đo độ Lúc thay quy cách Trước khi nối Bằng tay 1 Quy cách Vận hành máy Sản xuất 105-M01) & KTVNA3-
KTVNC5-114-01 Ply hành / Ca trưởng
D01-03-M07
Điều chỉnh (KTVC4-
Kiểm tra Lúc quan sát vận Nhật ký cắt Body Cảnh Người vận
6 Mối nối 4 -1,+2 sợi KTVNC5-114-01 Trong khi nối Bằng tay 1 15 lần Vận hành máy Sản xuất 1 lần/ca 104-105-M01) &
bằng mắt hành Ply báo/dừng hành / Ca trưởng
KTVNA3-D01-03-M07
Điều chỉnh (KTVC4-
Thước dây Lúc quan sát vận Bằng tay Nhật ký cắt Body Cảnh Người vận
7 DOG-EAR Tối đa 2 mm KTVNC5-114-01 Sau khi nối 1 Quy cách Vận hành máy Sản xuất 1 lần/ca 104-105-M01) &
/Camera hành Tự động Ply báo/dừng hành /Ca trưởng
KTVNA3-D01-03-M07
Điều chỉnh (KTVC4-
Lúc quan sát vận Nhật ký cắt Body Người vận
8 Đâm kim Tối thiểu 80 mm KTVNC5-114-01 Thước dây Băng tải quấn Bằng tay 1 Quy cách Vận hành máy Sản xuất 104-105-M01) &
hành Ply hành /Ca trưởng
KTVNA3-D01-03-M07
Loại bỏ/Điều chỉnh
Lúc quan sát vận Nhật ký cắt Body Cảnh (KTVC4-104-105-M01) Người vận
9 Mối nối hở Không hở KTVNC5-114-01 Cảm biến Sau khi nối Tự động Tất cả Lot Vận hành máy Sản xuất 1 lần/ca
hành Ply báo/dừng & KTVNA3-D01-03- hành /Ca trưởng
M07
Quản lý /điều chỉnh
Phủ liner bán
Khi cắt xong xe Nhật ký cắt Body (KTVC4-104-105-M01) Người vận
10 thành phẩm Liner phủ kín Body ply KTVNC5-114-01 Kiểm tra bằng mắt CLT Body ply Bằng tay Tất cả CLT Vận hành máy Sản xuất
CLT Ply & KTVNA3-D01-03- hành / Ca trưởng
Body ply
M07
* Chú ý
2008.01.02 Rev.0 Công ty TNHH Lốp Kumho Việt nam KTVNA1-E05-01-F13
Đặc tính đặt biệt : F/F : đặc tính chức năng
Sản phẩm PCR/LTR
Bảng Kế Hoạch Quản Lý Công Đoạn Cắt
Nhà máy KTV ( □ Sản phẩm mẫu / □ Test công đoạn / ■ Sản xuất hàng loạt )
Bộ phận liên Bộ phận kỹ thuật Phòng quản lý
Bộ phận sản xuất 3 Bộ phận chủ quản Bộ phận phụ trách Soạn thảo Điều chỉnh Kiểm tra Phê duyệt Mã số đăng ký KTVC4-104-105
quan chế tạo chất lượng
Tên Mr. Chung Mr. Nhựt Mr. Thơ Tên Mr. Duy Mr. Chung Mr. Chung M.r Choi Ngày ban hành 2008.01.02
Ngày update 7/31/2019
Tên bộ phận
Ký tên Ký tên Số sửa đổi Rev. 24
Trang 2/3
Đặc tính Sản phẩm/Công đoạn (Spec/dung sai) Phuong pháp đánh giá/đo Phương pháp lấy mẫu Phương pháp quản lý Xử lý sửa đổi
Đặc
Giải thích công Thiết bị /công cụ tính Có lưu Error
Công đoạn Thời điểm/vị trí
việc sản xuất đặc trên hệ Bộ phận Proof
Số Sản phẩm Công đoạn biệt Chỉ số quản lý Xuất xứ Thiết bị Tự động/thủ công Số mẫu Chu kỳ Người đo Phương pháp SPC Phương pháp xử lý Người xử lý
thống quản lý Cảnh báo, Chu kỳ
Thời điểm Vị trí không dừng, loại bỏ kiểm tra
Xác nhận tem / trả về
Kiểm tra Cảnh (KTVC4-104-105-M01) Người vận
Cắt Máy cắt Belt 1 Thông tin cắt Spec. Manufacturing Spec Lúc thay quy cách Cuộn Cán Bằng tay MES 1 Cuộn Vận hành máy Nhật ký cắt Belt Sản xuất 1 lần/ca
bằng mắt / RFID báo/dừng & KTVNA3-D01-03- hành / Ca trưởng
M07
8
Xác nhận tem / trả về
Thời gian lưu
-Không bọc Vinyl : 4giờ~5ngày Kiểm tra (KTVC4-104-105-M01) Người vận
2 trữ (Trước KTVNC5-184-02 Ghi Trên tem in Cuộn Cán Bằng tay 1 Quy cách Vận hành máy Nhật ký cắt Belt Sản xuất
-Có bọc Vinyl: 4giờ~10ngày bằng mắt & KTVNA3-D01-03- hành / Ca trưởng
khi cắt)
M07
Cảnh
1 Quy cách Vận hành máy Nhật ký cắt Belt Sản xuất 1 lần/ca
báo/dừng
Loại bỏ (KTVC4-104-
Độ rộng Belt 1#: -1, +2 mm Thước dây Lúc quan sát vận Bằng tay X-Bar Người vận
3 F/F KTVNC5-184-02 Sau khi xẻ MES 105-M01) & KTVNA3-
BELT Belt 2#: -2, +1 mm Camera hành Tự động chart hành / Ca trưởng
D01-03-M07
Kiểm tra
2 Ca Nhân viên QC CP checksheet
chất lượng
Loại bỏ (KTVC4-104-
Manufacturing Spec Bàn đo góc bằng Bằng tay Cảnh Người vận
4 Góc BELT Spec.±0.5° Lúc thay quy cách Sau khi xẻ MES 1 Quy cách Vận hành máy Nhật ký cắt Belt Sản xuất 1 lần/ca 105-M01) & KTVNA3-
KTVNC5-184-02 thép Tự động báo/dừng hành / Ca trưởng
D01-03-M07
Loại bỏ /
Lúc quan sát vận Bằng tay/ Tự Cảnh Điều chỉnh (KTVC4- Người vận
5 DOG-EAR MAX 1 mm KTVNC5-184-02 Thước dây/ Sau khi nối MES 1 Quy cách Vận hành máy Nhật ký cắt Belt Sản xuất 1 lần/ca
hành động báo/dừng 104-105-M01) & hành / Ca trưởng
Camera
KTVNA3-D01-03-M07
-Nếu trước khi cắt không bọc
Kiểm tra lại / loại bỏ
Thời gian lưu Vinyl :
Kiểm tra (KTVC4-104-105-M01) Người vận
6 trữ (Sau khi Theo hạn sử dụng cán tráng KTVNC5-184-02 Khi in tem Cuộn cắt Bằng tay MES 1 Quy cách Vận hành máy Bảng tồn kho FIFO Sản xuất
bằng mắt & KTVNA3-D01-03- hành / Ca trưởng
cắt) -Nếu trước khi cắt Có bọc Vinyl:
M07
Max.5 ngày
Nhật ký máy đùn Loại bỏ (KTVC4-104-
Độ rộng Gum Manufacturing Spec Lúc quan sát vận Thay đổi độ dày Người vận
7 Spec.±2 mm Thước dây Trước khi dán Bằng tay 1 Vận hành máy cao su Belt gum Sản xuất 105-M01) & KTVNA3-
edge KTVNC5-184-02 hành Gum edge/ 02hrs hành / Ca trưởng
edge D01-03-M07
Nhật ký máy đùn Loại bỏ (KTVC4-104-
Độ dày Gum Manufacturing Spec Lúc quan sát vận Thay đổi độ dày Người vận
8 Spec.±0.1 mm Đồng hồ đo độ dày Trước khi dán Bằng tay 1 Vận hành máy cao su Belt gum Sản xuất 105-M01) & KTVNA3-
edge KTVNC5-184-02 hành Gum edge/ 02hrs hành / Ca trưởng
edge D01-03-M07
Máy cắt Belt
Loại bỏ/
Nhật ký máy đùn
Vị trí Gum Mặt trên: 10±2 mm Lúc quan sát vận Thay đổi độ dày Điều chỉnh (KTVC4- Người vận
9 KTVNC5-184-02 Thước dây Khu vực quấn Bằng tay 1 Vận hành máy cao su Belt gum Sản xuất
Edge Mặt dưới: 15±2 mm hành Gum edge / 02hrs 104-105-M01) & hành / Ca trưởng
edge
KTVNA3-D01-03-M07
* Chú ý
2008.01.02 Rev.0 Công ty TNHH Lốp Kumho Việt nam KTVNA1-E05-01-F13
Đặc tính đặt biệt : F/F : đặc tính chức năng
Sản phẩm PCR/LTR
Bảng Kế Hoạch Quản Lý Công Đoạn Cắt
Nhà máy KTV ( □ Sản phẩm mẫu / □ Test công đoạn / ■ Sản xuất hàng loạt )
Bộ phận liên Bộ phận kỹ thuật Phòng quản lý
Bộ phận sản xuất 3 Bộ phận chủ quản Bộ phận phụ trách Soạn thảo Điều chỉnh Kiểm tra Phê duyệt Mã số đăng ký KTVC4-104-105
quan chế tạo chất lượng
Tên Mr. Chung Mr. Nhựt Mr. Thơ Tên Mr. Duy Mr. Chung Mr. Chung M.r Choi Ngày ban hành 2008.01.02
Ngày update 7/31/2019
Tên bộ phận
Ký tên Ký tên Số sửa đổi Rev. 24
Trang 3/3
Đặc tính Sản phẩm/Công đoạn (Spec/dung sai) Phuong pháp đánh giá/đo Phương pháp lấy mẫu Phương pháp quản lý Xử lý sửa đổi
Đặc
Giải thích công Thiết bị /công cụ tính Có lưu Error
Công đoạn Thời điểm/vị trí
việc sản xuất đặc trên hệ Bộ phận Proof
Số Sản phẩm Công đoạn biệt Chỉ số quản lý Xuất xứ Thiết bị Tự động/thủ công Số mẫu Chu kỳ Người đo Phương pháp SPC Phương pháp xử lý Người xử lý
thống quản lý Cảnh báo, Chu kỳ
Thời điểm Vị trí không dừng, loại bỏ kiểm tra
Điều chỉnh (KTVC4-
Nhiệt độ Người vận
Cắt 75±5℃ KTVNC5-184-02 Bằng mắt Đầu Ca Khu vực quấn Bằng tay 1 Ca Vận hành máy Nhật ký cắt Belt Sản xuất 104-105-M01) &
Barrel hành / Ca trưởng
KTVNA3-D01-03-M07
8
Điều chỉnh (KTVC4-
Nhiệt độ Người vận
75±5℃ KTVNC5-184-02 Bằng mắt Đầu Ca Thường xuyên Bằng tay 1 Ca Vận hành máy Nhật ký cắt Belt Sản xuất 104-105-M01) &
Head hành / Ca trưởng
KTVNA3-D01-03-M07
10 Gum Edge
Điều chỉnh (KTVC4-
Nhiệt độ Người vận
65±5℃ KTVNC5-184-02 Bằng mắt Đầu Ca Thường xuyên Bằng tay 1 Ca Vận hành máy Nhật ký cắt Belt Sản xuất 104-105-M01) &
Screw hành / Ca trưởng
KTVNA3-D01-03-M07
Điều chỉnh (KTVC4-
Cooling Người vận
20±3℃ KTVNC5-184-02 Bằng mắt Đầu Ca Thường xuyên Bằng tay 1 Ca Vận hành máy Nhật ký cắt Belt Sản xuất 104-105-M01) &
drum hành / Ca trưởng
KTVNA3-D01-03-M07
Loại bỏ /
Mối nối Đầu ghép nối Lúc quan sát vận Cảnh Điều chỉnh (KTVC4- Người vận
11 KTVNC5-184-02 Cảm biến Sau khi nối Tự động Tất cả Lot Vận hành máy Nhật ký cắt Belt Sản xuất 1 lần/ca
chồng / hở vào nhau hành báo/dừng 104-105-M01) & hành / Ca trưởng
KTVNA3-D01-03-M07
Quản lý / điều chỉnh
Phủ liner bán
Khi cắt xong xe (KTVC4-104-105-M01) Người vận
12 thành phẩm Liner phủ kín Belt KTVNC5-184-02 Kiểm tra bằng mắt CLT Body ply Bằng tay Tất cả CLT Vận hành máy Nhật ký cắt Belt Sản xuất
CLT & KTVNA3-D01-03- hành / Ca trưởng
Belt
M07
Thay dao (KTVC4-
Chu kỳ thay Nhật ký thay dao
13 5,000,000 lần cắt KTVNC5-184-02 Thiết bị đếm Kết thúc chu kỳ Dao cắt Tự động 1 Chu kỳ Thiết bị Thiết bị 104-105-M01) & Thiết bị
dao cắt cắt Belt
KTVNA3-D01-03-M07
Xác nhận tem / trả về
Máy cắt Wide- Thông tin Kiểm tra Bảng kiểm tra chất (KTVC4-104-105-M01) Người vận
1 Capply Spec. Manufacturing Spec Lúc thay quy cách Cuộn cán Bằng tay 1 Ca Vận hành máy Sản xuất
Capply cắt bằng mắt lượng cắt Capply & KTVNA3-D01-03- hành / Ca trưởng
M07
Độ rộng
Kiểm tra lại / cắt
Wide-Capply
Khi cắt cuộn Bảng kiểm tra chất (KTVC4-104-105-M01) Người vận
2 (không quản 200 ±1 mm KTVNC5-184-16 Thước dây Vị trí cuộn Wide Bằng tay 2 Ca Vận hành máy Sản xuất
Topping lượng cắt Capply & KTVNA3-D01-03- hành / Ca trưởng
lí cuộn mép:
M07
#1 và #7)
Máy cắt Mini-
Capply
Loại bỏ (KTVC4-104-
Độ rộng Khi cắt cuộn mini Trình trạng dao Bảng kiểm tra chất Người vận
1 CAPPLY 10 ±1 mm KTVNC5-184-16 Thước dây Bằng tay 1 Ca Vận hành máy Sản xuất 105-M01) & KTVNA3-
Mini- Capply Capply cắt lượng cắt Capply hành /Ca trưởng
D01-03-M07
* Chú ý
2008.01.02 Rev.0 Công ty TNHH Lốp Kumho Việt nam KTVNA1-E05-01-F13
BẢNG GHÚ THÍCH XUẤT XỨ TIÊU CHUẨN KỸ THUẬT & MANUAL HƯỚNG DẪN CÔNG VIỆC KIỂM TRA
Code : KTVC4-104-105 Rev.: 24
Bảng Kế Hoạch Quản Lý Công Đoạn Cắt
Ngày sửa đổi 7/31/2019
Tài liệu liên quan
STT Code tiêu chuẩn Tên tiêu chuẩn BỘ PHẬN Need change: O
No change : X Rev. Result
1 KTVNC5-114-01 Tiêu Chuẩn Kỹ Thuật Cắt BODY KTCT o 06 OK
2 KTVNC5-184-02 Tiêu Chuẩn Kỹ Thuật Cắt BELT KTCT o 06 OK
Phương Pháp Xử Lý Ngoài Tiêu
3 KTVC4-104-105-M01 KTCT o 00 OK
Chuẩn Công Đoạn Cắt
Quy định báo cáo cho sản phẩm
4 KTVNA3-D01-03-M07 QA x 02 OK
không phù hợp
Tiêu Chuẩn Kỹ Thuật Cắt CAPPLY-
5 KTVNC5-184-16 KTCT o 04 OK
FLIPPER-CHAFER
You might also like
- RUN - Template - Milestone ReportDocument6 pagesRUN - Template - Milestone ReportNguyễn Hà MyNo ratings yet
- SrsDocument24 pagesSrsthiên phú tăngNo ratings yet
- QT-11-03 Bảng Quản Lý Thay Đổi 4MDocument4 pagesQT-11-03 Bảng Quản Lý Thay Đổi 4MSon-Tuan PhamNo ratings yet
- 2. Cân Băng Tải - Quy Trình Kiểm Định ĐLVN 03 2009Document15 pages2. Cân Băng Tải - Quy Trình Kiểm Định ĐLVN 03 2009quochunguicNo ratings yet
- QT-R&D Nghien Cu Han Su DungDocument28 pagesQT-R&D Nghien Cu Han Su Dunganhuynh.ktcn.3contomNo ratings yet
- 9.KMWVS-SP-012 (생산성관리 지침서)Document5 pages9.KMWVS-SP-012 (생산성관리 지침서)Huu ToanNo ratings yet
- 01.hieu Chuan Thiet Bi Do LuongDocument4 pages01.hieu Chuan Thiet Bi Do LuongMinh TranHoangNo ratings yet
- VLBP-QA-QFM-011 Patrol line Phiếu tuần tra công đoạn VFS-510 Ver 02Document5 pagesVLBP-QA-QFM-011 Patrol line Phiếu tuần tra công đoạn VFS-510 Ver 02Trường XuânNo ratings yet
- DLVN 15-2009 - QTKĐ CandiaDocument16 pagesDLVN 15-2009 - QTKĐ CandiacongahoaNo ratings yet
- Radiographic Testing Procedure Song NguDocument47 pagesRadiographic Testing Procedure Song NguTrung Tinh HoNo ratings yet
- 03 Hdvh+mdb+gev +8+plus PDFDocument31 pages03 Hdvh+mdb+gev +8+plus PDFthanhNo ratings yet
- 12.KMWVS-CP-022 (제품관리 절차서)Document9 pages12.KMWVS-CP-022 (제품관리 절차서)Huu ToanNo ratings yet
- 1. Hướng Dẫn Kiểm Tra, Gia Công Và Làm Sạch Assy Rear Cover 43Document35 pages1. Hướng Dẫn Kiểm Tra, Gia Công Và Làm Sạch Assy Rear Cover 43Anh MinhNo ratings yet
- QT-11-02 Bảng Quản Lý Thay Đổi Bản Vẽ ECODocument2 pagesQT-11-02 Bảng Quản Lý Thay Đổi Bản Vẽ ECOSon-Tuan PhamNo ratings yet
- 3366935 - TC-Tài liệu testcase StrackingDocument8 pages3366935 - TC-Tài liệu testcase StrackingDũng HữuNo ratings yet
- Chương 7 Đóng BaoDocument30 pagesChương 7 Đóng BaoHùngNo ratings yet
- 아프리케이터 점검표 (D라인)Document6 pages아프리케이터 점검표 (D라인)Nguyễn Thế QuangNo ratings yet
- DLVN 14-2009 - QTKĐ CanbanDocument15 pagesDLVN 14-2009 - QTKĐ CanbancongahoaNo ratings yet
- DLVN 10 - 2012 QTKD Cot do Xang dau _ Draft Bien-11-12-2012Document24 pagesDLVN 10 - 2012 QTKD Cot do Xang dau _ Draft Bien-11-12-2012Thai NghNo ratings yet
- Test Case: - XXX - VX.XDocument17 pagesTest Case: - XXX - VX.XTrần ThủyNo ratings yet
- Kiểm Định Đồng Hồ Xăng DầuDocument38 pagesKiểm Định Đồng Hồ Xăng DầuHoa Cỏ MayNo ratings yet
- QT Kiem Soat San Pham Khong Phu HopDocument4 pagesQT Kiem Soat San Pham Khong Phu HopMinh TranHoangNo ratings yet
- Quy Trình Quan Ly Chuoi Cung UngDocument6 pagesQuy Trình Quan Ly Chuoi Cung UngWIn NguYenNo ratings yet
- BB Hop Xem XetDocument9 pagesBB Hop Xem Xethuyen.vtk98No ratings yet
- 아프리케이터 점검표 (A라인)Document7 pages아프리케이터 점검표 (A라인)Nguyễn Thế QuangNo ratings yet
- QT.CTPAT.001- Quy trình kiểm tra, bảo dưỡng nhà xưởngDocument3 pagesQT.CTPAT.001- Quy trình kiểm tra, bảo dưỡng nhà xưởngHuy Trần HoàngNo ratings yet
- Tiêu Chẩu Bảo DuongDocument1 pageTiêu Chẩu Bảo Duongdat dothanhNo ratings yet
- QSHE-P-SHE-08 LPG Detectors Calibration [Ver16]Document3 pagesQSHE-P-SHE-08 LPG Detectors Calibration [Ver16]Trường LêNo ratings yet
- DLVN - 09 - Huyet Ap KeDocument8 pagesDLVN - 09 - Huyet Ap KeDangLuuHaiNo ratings yet
- 아프리케이터 점검표 (B라인)Document6 pages아프리케이터 점검표 (B라인)Nguyễn Thế QuangNo ratings yet
- QTSX004. QT ve sinh, bao duong hệ thông HVACDocument4 pagesQTSX004. QT ve sinh, bao duong hệ thông HVACThếThànhNguyễnNo ratings yet
- MTS - ndt.HT.P01 - Hardness Testing ProcedureDocument8 pagesMTS - ndt.HT.P01 - Hardness Testing Proceduredaiduongxanh_boNo ratings yet
- Quy trình quản lý chất lượng sản phẩm từ nơi sản xuất tới công trường (núi nứa)Document14 pagesQuy trình quản lý chất lượng sản phẩm từ nơi sản xuất tới công trường (núi nứa)Tran DuyNo ratings yet
- 220419.PLTT Mai KinhDocument12 pages220419.PLTT Mai KinhtranthabinNo ratings yet
- Tong Hop - Hieu Chuan & Kiem Dinh - 23march2020Document8 pagesTong Hop - Hieu Chuan & Kiem Dinh - 23march2020Tung Nguyen AnhNo ratings yet
- Assignment1_kiemthucobanDocument25 pagesAssignment1_kiemthucobanDat TienNo ratings yet
- 8.KMWVS-SP-011 (생산관리 절차서)Document5 pages8.KMWVS-SP-011 (생산관리 절차서)Huu ToanNo ratings yet
- HDCV Kiem Tra Tai May CorrugatorDocument6 pagesHDCV Kiem Tra Tai May CorrugatorMinh TranHoangNo ratings yet
- 01.07.2021 - v1 HDTT All ModelDocument66 pages01.07.2021 - v1 HDTT All Modelcông nguyễnNo ratings yet
- Tai Lieu HDSD - TTu78 - QTDVDocument21 pagesTai Lieu HDSD - TTu78 - QTDVQuoc ThangNo ratings yet
- Template - Test CaseDocument24 pagesTemplate - Test CaseThuần Trần VănNo ratings yet
- Js Tech Vina: Đối Sách Ngăn Ngừa Ng Công Đoạn DậpDocument6 pagesJs Tech Vina: Đối Sách Ngăn Ngừa Ng Công Đoạn DậpanhthoNo ratings yet
- 6 QĐ CNNV Các Phòng, Đ I, T 06Document28 pages6 QĐ CNNV Các Phòng, Đ I, T 06Bet KèoNo ratings yet
- IT012 Chapter8 Continuous Chapter9Document30 pagesIT012 Chapter8 Continuous Chapter927.Hà Thị Nhi- 11A1No ratings yet
- Đại Học Bách Khoa Hà Nội: Đồ Án Môn Học Thiết Kế Hệ Thống Cơ Khí Thiết kế Robot Scara 3 bậc tự doDocument9 pagesĐại Học Bách Khoa Hà Nội: Đồ Án Môn Học Thiết Kế Hệ Thống Cơ Khí Thiết kế Robot Scara 3 bậc tự doHải Trần MạnhNo ratings yet
- BM.06-QT-QLRR- Kế hoạch kiểm soát moi nguy - rủiDocument2 pagesBM.06-QT-QLRR- Kế hoạch kiểm soát moi nguy - rủiTran Kien VanNo ratings yet
- Test Plan TemplateDocument22 pagesTest Plan TemplateThuy Ngo Thi Bich100% (1)
- UTDSDocument1 pageUTDSThị Bình TrầnNo ratings yet
- NT - qt12-Hd03 HD Thu Nghiem - LBH 02Document49 pagesNT - qt12-Hd03 HD Thu Nghiem - LBH 02longNo ratings yet
- QT04 - Quy Trinh OutsourceDocument15 pagesQT04 - Quy Trinh Outsourcetrongnvt100% (1)
- (ký, ghi rõ họ tên) (ký, ghi rõ họ tên) (ký, ghi rõ họ tên)Document4 pages(ký, ghi rõ họ tên) (ký, ghi rõ họ tên) (ký, ghi rõ họ tên)Hải Trần MạnhNo ratings yet
- Maintenance Checklist For Outdoor ACDocument4 pagesMaintenance Checklist For Outdoor ACHoangSon NguyenTrinhNo ratings yet
- Sample Quy TrìnhDocument7 pagesSample Quy Trìnhhuutam.ha93No ratings yet
- Solar Nha XuongDocument21 pagesSolar Nha XuongViệt QuốcNo ratings yet
- Inspection Instruction For MurakamiDocument1 pageInspection Instruction For MurakamiĐỗ Thành NhươngNo ratings yet
- QT - 03-08 Quy trình Kiểm thử dự ánDocument7 pagesQT - 03-08 Quy trình Kiểm thử dự ánTrang BùiNo ratings yet
- (WS1) - TP SD Testplan v1.0.0Document21 pages(WS1) - TP SD Testplan v1.0.0Nguyễn ThiệnNo ratings yet
- AMAPMLG002 - Control Plan 230719 Rv03Document6 pagesAMAPMLG002 - Control Plan 230719 Rv03TiếnTrầnHồVănNo ratings yet
- Vietcombank Account StatementDocument10 pagesVietcombank Account StatementTiếnTrầnHồVănNo ratings yet
- Vietcombank Account StatementDocument7 pagesVietcombank Account StatementTiếnTrầnHồVănNo ratings yet
- Vietcombank Account Statement (5) 2.2021-5.2021Document5 pagesVietcombank Account Statement (5) 2.2021-5.2021TiếnTrầnHồVănNo ratings yet
- Vietcombank Account StatementDocument14 pagesVietcombank Account StatementTiếnTrầnHồVănNo ratings yet
- Bai Tap Mau - Control Plan - Can TrangDocument3 pagesBai Tap Mau - Control Plan - Can TrangTiếnTrầnHồVănNo ratings yet
- Danh Sach CBCNV Tham Gia LOP 01 Khoa Dao Tao 5 Cong Cu Cot Loi Cua TC IATFDocument4 pagesDanh Sach CBCNV Tham Gia LOP 01 Khoa Dao Tao 5 Cong Cu Cot Loi Cua TC IATFTiếnTrầnHồVănNo ratings yet
- Vietcombank Account StatementDocument14 pagesVietcombank Account StatementTiếnTrầnHồVănNo ratings yet
- VLXDDocument21 pagesVLXDTiếnTrầnHồVănNo ratings yet
- Vietcombank Account StatementDocument1 pageVietcombank Account StatementTiếnTrầnHồVănNo ratings yet
- DetailsDocument30 pagesDetailsTiếnTrầnHồVănNo ratings yet
- Presentation 1Document1 pagePresentation 1TiếnTrầnHồVănNo ratings yet
- Vietcombank Account StatementDocument6 pagesVietcombank Account StatementTiếnTrầnHồVănNo ratings yet
- Khảo Sát Định Mức Phân Bố Su Lốp 7.50-16H Ngày 15/07/2022Document1 pageKhảo Sát Định Mức Phân Bố Su Lốp 7.50-16H Ngày 15/07/2022TiếnTrầnHồVănNo ratings yet
- Giáo Trình Gia Thanh HNHDocument29 pagesGiáo Trình Gia Thanh HNHTiếnTrầnHồVănNo ratings yet
- Biểu Mẫu Xác Nhận Công TNDocument1 pageBiểu Mẫu Xác Nhận Công TNTiếnTrầnHồVănNo ratings yet
- TK1 TSDocument7 pagesTK1 TSTiếnTrầnHồVănNo ratings yet
- 22 2009 QÐ UbndDocument2 pages22 2009 QÐ UbndTiếnTrầnHồVănNo ratings yet
- Dich 2 - Giam Thai EtanolDocument16 pagesDich 2 - Giam Thai EtanolTiếnTrầnHồVănNo ratings yet
- Kich Thuoc Mat Lop Su Dung H44Document1 pageKich Thuoc Mat Lop Su Dung H44TiếnTrầnHồVănNo ratings yet
- Dụng Cụ Công Nghệ Của Công Nhân Đứng Máy- Ép Đùn + Cán TrángDocument3 pagesDụng Cụ Công Nghệ Của Công Nhân Đứng Máy- Ép Đùn + Cán TrángTiếnTrầnHồVănNo ratings yet
- NL 03 - KTCNDocument1 pageNL 03 - KTCNTiếnTrầnHồVănNo ratings yet
- PhulucDocument4 pagesPhulucTiếnTrầnHồVănNo ratings yet
- Giay Xac NhanDocument1 pageGiay Xac NhanTiếnTrầnHồVănNo ratings yet
- BaumeDocument3 pagesBaumeTiếnTrầnHồVănNo ratings yet
- List of PicsDocument6 pagesList of PicsTiếnTrầnHồVănNo ratings yet
- Bieu Mau Thi NghiemDocument16 pagesBieu Mau Thi NghiemTiếnTrầnHồVănNo ratings yet
- Nhật ký đùn thí nghiệm- Tháng 7-2021Document36 pagesNhật ký đùn thí nghiệm- Tháng 7-2021TiếnTrầnHồVănNo ratings yet
- Báo Cáo Sản Lượng Máy Stenter Sanford Ngay 15 Tháng 6Document6 pagesBáo Cáo Sản Lượng Máy Stenter Sanford Ngay 15 Tháng 6TiếnTrầnHồVănNo ratings yet


























![QSHE-P-SHE-08 LPG Detectors Calibration [Ver16]](https://imgv2-2-f.scribdassets.com/img/document/724840390/149x198/ab3678a42a/1713585847?v=1)