You might also like
- Lectures STB - Konstrukcii ARCH 18Document117 pagesLectures STB - Konstrukcii ARCH 18Nadejda ZafirovaNo ratings yet
- Биомеханични проблеми при обтурации от дентална амалгама,КМ и ГЙЦDocument31 pagesБиомеханични проблеми при обтурации от дентална амалгама,КМ и ГЙЦJimmy HarrixNo ratings yet
- BDS - 9252 (Oficial)Document13 pagesBDS - 9252 (Oficial)stefan_maslarski100% (1)
- PT CourseprojectDocument10 pagesPT CourseprojectПетя ЦвятковаNo ratings yet
- Bezrazrushitelen Kontrol Na MaterialiteDocument76 pagesBezrazrushitelen Kontrol Na MaterialiteHristo KolevNo ratings yet
- Lengerov Rachev 908Document5 pagesLengerov Rachev 908ytithiNo ratings yet
- Welding Handbook BG Proof2Document32 pagesWelding Handbook BG Proof2Пожарна ГабровоNo ratings yet
- ZavarqvaneDocument116 pagesZavarqvaneGatyo GatevNo ratings yet
- R&M Наръчник по заваряванеDocument120 pagesR&M Наръчник по заваряванеВалентин КацаровNo ratings yet
- 63. Възстановяване на витални зъбиDocument3 pages63. Възстановяване на витални зъбиВиктория МитеваNo ratings yet
- СР55 - заварка Ротор на шибър сфериченDocument4 pagesСР55 - заварка Ротор на шибър сфериченEmil AtanasovNo ratings yet
- видове корозияDocument7 pagesвидове корозияpe6o08111No ratings yet
- NDT Days 2023-Borisov Mirchev 1.12.2023Document9 pagesNDT Days 2023-Borisov Mirchev 1.12.2023Tsvetomir BorisovNo ratings yet
- Справочник По Стоманени Конструкции - Тодор Георгиев - 2020Document131 pagesСправочник По Стоманени Конструкции - Тодор Георгиев - 2020Mark StefanovNo ratings yet
- СР52 - заварка Корпус на шибър сфериченDocument4 pagesСР52 - заварка Корпус на шибър сфериченEmil AtanasovNo ratings yet
- Термомеханични заваръчни процесиDocument10 pagesТермомеханични заваръчни процесиВелислава КирязоваNo ratings yet
- Избор на заготовка1Document3 pagesИзбор на заготовка1zartuzignoNo ratings yet
- 10Document36 pages10DanielaNo ratings yet
- Zapicki Po Tet1 Variant 2007-2008g Za CtudentiteDocument143 pagesZapicki Po Tet1 Variant 2007-2008g Za Ctudentiteapi-385230475% (4)
- Peri Ankeriraschta TechnikaDocument28 pagesPeri Ankeriraschta TechnikaРостислав ВасилевNo ratings yet
- Лазерно закаляване 8Document3 pagesЛазерно закаляване 8pavcho.pavchyNo ratings yet
- Материалознание - тема1Document7 pagesМатериалознание - тема1ninka rusevaNo ratings yet
- BotDocument5 pagesBotCool DarkNo ratings yet
- Abrasiv 2021Document6 pagesAbrasiv 2021Rumen TsolovNo ratings yet
- СР - заварка Draft tubeDocument3 pagesСР - заварка Draft tubeEmil AtanasovNo ratings yet
- Att 5807Document6 pagesAtt 5807petranaNo ratings yet
- ЕС2 - Указания - 21Document121 pagesЕС2 - Указания - 21PlNo ratings yet
- WigDocument10 pagesWigGeorgi GeorgievNo ratings yet
- Proizvodstvo Na Zavareni Trybi I Tyahnoto IzpitvaneDocument16 pagesProizvodstvo Na Zavareni Trybi I Tyahnoto IzpitvaneHristo KolevNo ratings yet
- Din-2353 Гайки и Лещи-2Document18 pagesDin-2353 Гайки и Лещи-2yulian.stanevNo ratings yet
- Composiyte Insulators 110kV (Bulgarian)Document37 pagesComposiyte Insulators 110kV (Bulgarian)Ivan HandjievNo ratings yet
- Географски проблемиDocument4 pagesГеографски проблемиtopuzov.grigorNo ratings yet
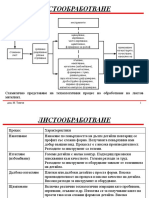
- ЛистообработванеDocument25 pagesЛистообработванеPlamen VassilevNo ratings yet
- Test 2021Document6 pagesTest 2021Rumen TsolovNo ratings yet
- Проектиране на технологичен процесDocument54 pagesПроектиране на технологичен процесИван КолевNo ratings yet
- Техн. спецификация за ЦВ серия 75-2023Document2 pagesТехн. спецификация за ЦВ серия 75-2023Димитър ТанкишевNo ratings yet
- Dnedelchewtmmm Tema5Document13 pagesDnedelchewtmmm Tema5PetarNo ratings yet
- 22Document1 page22DanielaNo ratings yet
- СР26 - заварка DistributorDocument3 pagesСР26 - заварка DistributorEmil AtanasovNo ratings yet
- Prospekt 30str-LichtgitterDocument32 pagesProspekt 30str-LichtgittervaproskoNo ratings yet
- ТНС-12- ЗАВАРЪЧНИ РАБОТИDocument139 pagesТНС-12- ЗАВАРЪЧНИ РАБОТИIvana PetrovaNo ratings yet
- ТНС-12- ЗАВАРЪЧНИ РАБОТИ PDFDocument139 pagesТНС-12- ЗАВАРЪЧНИ РАБОТИ PDFIvana PetrovaNo ratings yet
- TMT Project 3Document27 pagesTMT Project 3YordankaNo ratings yet
- Practical Guide For Cleaning Old CoinsDocument47 pagesPractical Guide For Cleaning Old CoinsWertholdNo ratings yet
- Raider Tamp L Arie Lemn PDFDocument106 pagesRaider Tamp L Arie Lemn PDFbikerkidNo ratings yet
- Ранно Декофриране На Стоманобетонни Елементи При Използване На Леки Кофражи и ЕкDocument20 pagesРанно Декофриране На Стоманобетонни Елементи При Използване На Леки Кофражи и ЕкGeorge GeorgievNo ratings yet
- 10.duplex SteelsDocument4 pages10.duplex SteelsИлияна ЙотиноваNo ratings yet
- БДС 9252 - Заваряема армировъчна стомана В500 - 2007Document13 pagesБДС 9252 - Заваряема армировъчна стомана В500 - 2007Lampion BushonovNo ratings yet
- KPWDocument61 pagesKPWmcktoNo ratings yet
- BDS - ВИДОВЕ ПОЦИНКОВАНЕDocument2 pagesBDS - ВИДОВЕ ПОЦИНКОВАНЕЛюбомир ЛюбеновNo ratings yet
- Изменение На Механичните Свойства На Стоманите При Термична, Химико-термична и Механична ОбработкаDocument16 pagesИзменение На Механичните Свойства На Стоманите При Термична, Химико-термична и Механична ОбработкаРосица ГеоргиеваNo ratings yet
- MTM II 24Document26 pagesMTM II 24bulentNo ratings yet
- Строителен шперплатDocument2 pagesСтроителен шперплатStefan StoychevNo ratings yet
- Тема 10 ПНЕ ОсобеностиDocument13 pagesТема 10 ПНЕ ОсобеностиmikeshiiNo ratings yet
- PROFILI SpeciDocument23 pagesPROFILI SpeciGeorgi NikolovNo ratings yet
- 10.1-метали и техните сплавиDocument11 pages10.1-метали и техните сплавиVilito QuizizzNo ratings yet
- СтопинDocument23 pagesСтопинПетър ПетровNo ratings yet
- HDG ManualDocument50 pagesHDG ManualAnonymous r91ML7QSWNo ratings yet
- En 206Document24 pagesEn 206d_i_z_zNo ratings yet
- Obshta Shema Na Ustroiistvoto Na KorabaDocument18 pagesObshta Shema Na Ustroiistvoto Na KorabaHristo KolevNo ratings yet
- Proizvodstvo Na Zavareni Trybi I Tyahnoto IzpitvaneDocument16 pagesProizvodstvo Na Zavareni Trybi I Tyahnoto IzpitvaneHristo KolevNo ratings yet
- Заваръчни несъвършенства, ДефектиDocument1 pageЗаваръчни несъвършенства, ДефектиHristo KolevNo ratings yet
- Технически университетDocument2 pagesТехнически университетHristo KolevNo ratings yet