You might also like
- Lylichmay Mayphay2mat 04.10Document2 pagesLylichmay Mayphay2mat 04.10pandaprohm2000No ratings yet
- báo cáo bảo trì công nghiệpDocument39 pagesbáo cáo bảo trì công nghiệpMinh PhamNo ratings yet
- Dinh Muc Lao DongDocument7 pagesDinh Muc Lao DongNgô Khắc Biên100% (1)
- Huan Luyen KPIs OEE-đã Chuyển ĐổiDocument57 pagesHuan Luyen KPIs OEE-đã Chuyển ĐổiĐông VươngNo ratings yet
- AIIOT Cloud Demo v1.00Document22 pagesAIIOT Cloud Demo v1.00vuvantai1234567890No ratings yet
- Lylichmay MayChaNhamthungx2 2309Document3 pagesLylichmay MayChaNhamthungx2 2309pandaprohm2000No ratings yet
- Value Stream MappingDocument38 pagesValue Stream Mappingkhktvn100% (2)
- Chương 5Document23 pagesChương 5Lan PhươngNo ratings yet
- SOP Setting Parameter Robot PalletizerDocument11 pagesSOP Setting Parameter Robot PalletizerQuốc Hòa NguyễnNo ratings yet
- Huan Luyen KPIs OEEDocument57 pagesHuan Luyen KPIs OEEDuNo ratings yet
- Bản sao của (TCĐM2) 2 Bài tập thực tế - Nhóm 1 bản hoàn chỉnhDocument78 pagesBản sao của (TCĐM2) 2 Bài tập thực tế - Nhóm 1 bản hoàn chỉnhhoaianhgiappNo ratings yet
- Control Plan Lư T Gió Fuso FJ285Document2 pagesControl Plan Lư T Gió Fuso FJ285PQ HùngNo ratings yet
- Oee 2Document45 pagesOee 2TRUONG DINH THI KY THUAT HCMNo ratings yet
- TPM VietnameseDocument22 pagesTPM VietnamesePhương DuyNo ratings yet
- HDH - C1Document1 pageHDH - C1quynh leNo ratings yet
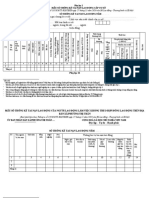
- 2.3 Mau So Thong Ke Tai Nan Lao Dong Cap Co SoDocument2 pages2.3 Mau So Thong Ke Tai Nan Lao Dong Cap Co SoNhư NguyễnNo ratings yet
- khảo sátDocument6 pageskhảo sátdaominhtu1210193No ratings yet
- Chapter 7Document14 pagesChapter 7Mai Thị Ngọc ÁnhNo ratings yet
- BM04-Danh mục thiết bị (phần mềm bảo trì)Document1 pageBM04-Danh mục thiết bị (phần mềm bảo trì)Quốc Nguyễn VănNo ratings yet
- Dinh Muc Lao DongDocument21 pagesDinh Muc Lao DongHưng Nông NguyễnNo ratings yet
- Thực trạng phân công và hiệp tác lao động tại Canon Quế VõDocument8 pagesThực trạng phân công và hiệp tác lao động tại Canon Quế VõKim AnhNo ratings yet
- 15.05.2023 Bang Yeu Cau Tuan Thu Phap Luat Va Yeu Cau KhacDocument3 pages15.05.2023 Bang Yeu Cau Tuan Thu Phap Luat Va Yeu Cau KhacTrần Trung TínhNo ratings yet
- Mau Ke Hoach Thuc Hien Do An Mon Hoc (Tham Khao)Document4 pagesMau Ke Hoach Thuc Hien Do An Mon Hoc (Tham Khao)Khang HuỳnhNo ratings yet
- Bài Giảng Bảo Trì Năng Suất Tổng ThểDocument50 pagesBài Giảng Bảo Trì Năng Suất Tổng ThểTieu Ngoc LyNo ratings yet
- BM-QT-QLTB-01-04 - Nhat Trinh Su Dung Thiet BiDocument1 pageBM-QT-QLTB-01-04 - Nhat Trinh Su Dung Thiet BitaonvNo ratings yet
- Quan Ly Ke Hoach San Xuat Co Ban - Rev08.2023Document45 pagesQuan Ly Ke Hoach San Xuat Co Ban - Rev08.2023Đặng Ngọc HùngNo ratings yet
- Operational-Manual Beta CineplexDocument9 pagesOperational-Manual Beta CineplexTùng HoàngNo ratings yet
- Báo Cáo Vấn Đề Đg Cđ Hàn Jkv 22-03-2021Document7 pagesBáo Cáo Vấn Đề Đg Cđ Hàn Jkv 22-03-2021Lap LaiNo ratings yet
- Kế hoạch đào tạo công ty theo nămDocument2 pagesKế hoạch đào tạo công ty theo nămyanosukeNo ratings yet
- sơ đồ tiểu luận qtclDocument3 pagessơ đồ tiểu luận qtclNgọc Ánh NguyễnNo ratings yet
- Ban Danh Gia QT Làm Viec Cua Nguoi LDDocument3 pagesBan Danh Gia QT Làm Viec Cua Nguoi LDNguyễn DuyNo ratings yet
- 4.6 Dinh Muc Ky Thuat - 1 OffDocument18 pages4.6 Dinh Muc Ky Thuat - 1 OffĐạo NguyễnNo ratings yet
- - Các hiện tượng lỗi bao gồm cong, vênh đĩa lọc có thể phát hiện băng mắt thườngDocument6 pages- Các hiện tượng lỗi bao gồm cong, vênh đĩa lọc có thể phát hiện băng mắt thườnggugudeptraiNo ratings yet
- c7 - Ke Hoach San XuatDocument21 pagesc7 - Ke Hoach San XuatTran Thi Tuyet Nhi B2112343No ratings yet
- BGDINHMUCLAODONGDocument71 pagesBGDINHMUCLAODONGMinh Quốc VõNo ratings yet
- Training PlanDocument1 pageTraining PlannvknhatNo ratings yet
- ĐỀ CƯƠNG ĐỊNH MỨC LAO ĐỘNGDocument2 pagesĐỀ CƯƠNG ĐỊNH MỨC LAO ĐỘNGLan NguyễnNo ratings yet
- Chương 9 - Quản lý bảo trìDocument11 pagesChương 9 - Quản lý bảo trìv.toancacNo ratings yet
- Phan 5 - Tpm-CosmosDocument27 pagesPhan 5 - Tpm-CosmosThai LuongNo ratings yet
- Phiếu Kiểm Tra Hàng Tuần v1Document2 pagesPhiếu Kiểm Tra Hàng Tuần v1Tùng SumoNo ratings yet
- Nhóm 3 - 2217 - TC&ĐM LĐ Trong DNDocument32 pagesNhóm 3 - 2217 - TC&ĐM LĐ Trong DNClothes KeplerNo ratings yet
- Cải tiếnDocument9 pagesCải tiếnanmishop93No ratings yet
- Đ Án May Nhà BèDocument82 pagesĐ Án May Nhà BèMisty Nguyễn100% (2)
- Note c1 - c4Document16 pagesNote c1 - c4hoaianhgiappNo ratings yet
- TPM I) Khái niệm TPM 1) TPM là gì?Document10 pagesTPM I) Khái niệm TPM 1) TPM là gì?Tấn Tài DươngNo ratings yet
- 2023.05.01 - Nguyen Van A - Baocaotuan 1Document1 page2023.05.01 - Nguyen Van A - Baocaotuan 1leductu18082023No ratings yet
- BM 05.QT CL 10Document1 pageBM 05.QT CL 10Tấn Thuận ĐỗNo ratings yet
- Form Mô Tả Công ViệcDocument1 pageForm Mô Tả Công Việcdat dothanhNo ratings yet
- Các phương pháp định mức lao độngDocument5 pagesCác phương pháp định mức lao độngNguyễn Tuấn QuốcNo ratings yet
- Định Mức Và Tiêu Chuẩn Trong Xây DựngDocument74 pagesĐịnh Mức Và Tiêu Chuẩn Trong Xây DựngĐức Phong NguyễnNo ratings yet
- TinhDocument11 pagesTinhTrần TrầnNo ratings yet
- Sẽ Qua Môn OfficialDocument13 pagesSẽ Qua Môn OfficialTấn ThànhNo ratings yet
- Báo cáo thực tập Nhà Máy Đường Phổ Phong - Công Ty Cổ Phần Đường Quãng NgãiDocument62 pagesBáo cáo thực tập Nhà Máy Đường Phổ Phong - Công Ty Cổ Phần Đường Quãng Ngãiphan thị thúy 2k2No ratings yet
- NHẬT KÝ THỰC TẬP PHÒNG NHÂN SỰ - số 1Document2 pagesNHẬT KÝ THỰC TẬP PHÒNG NHÂN SỰ - số 1An Nhật60% (5)
- 00 Chuong 3 Ap Dung Cac Cong Cu Trong LeanDocument12 pages00 Chuong 3 Ap Dung Cac Cong Cu Trong LeanLỘC PHAN NGUYỄN XUÂNNo ratings yet
- I. Thông Tin Chung Về Dự ÁnDocument5 pagesI. Thông Tin Chung Về Dự Ánkhải đoànNo ratings yet
- Phu Luc 08bDocument4 pagesPhu Luc 08bHoang NguyenNo ratings yet
- BỘ HS MẪU VỀ QUẢN LÝ CÔNG TÁC BHLD, ATVSLD TẠI CÁC TCTy NGÀNH XÂY DỰNGDocument9 pagesBỘ HS MẪU VỀ QUẢN LÝ CÔNG TÁC BHLD, ATVSLD TẠI CÁC TCTy NGÀNH XÂY DỰNGTrâm Anh BùiNo ratings yet
- giải định mứcDocument11 pagesgiải định mứcdoanhmai114No ratings yet
- So An Toan VienDocument9 pagesSo An Toan Vientuan mai vanNo ratings yet
- f013 Quy Che Hoat Dong Cua Mang Luoi AtvsvDocument4 pagesf013 Quy Che Hoat Dong Cua Mang Luoi Atvsvtuan mai vanNo ratings yet
- F00xx QUYET DINH PHE DUYET CHE DO TRANG BI PTBCVNDocument1 pageF00xx QUYET DINH PHE DUYET CHE DO TRANG BI PTBCVNtuan mai vanNo ratings yet
- Danh Gia ATvien T12Document7 pagesDanh Gia ATvien T12tuan mai vanNo ratings yet
- f00xx Pl02 So Theo Doi Cap Phat PTBVCNDocument4 pagesf00xx Pl02 So Theo Doi Cap Phat PTBVCNtuan mai vanNo ratings yet
- TOIECDocument101 pagesTOIECtuan mai vanNo ratings yet
- f007 Ke Hoach An Toan Ve Sinh Lao DongDocument3 pagesf007 Ke Hoach An Toan Ve Sinh Lao Dongtuan mai vanNo ratings yet
- Toeic PartDocument3 pagesToeic Parttuan mai vanNo ratings yet
- TOEIC PlanDocument7 pagesTOEIC Plantuan mai vanNo ratings yet
- B NG Tra C U Các Liên TDocument5 pagesB NG Tra C U Các Liên Ttuan mai vanNo ratings yet
- Welding DefectDocument5 pagesWelding Defecttuan mai vanNo ratings yet
- LVP 68A T12.2018 56t Cnang Ve Hach Toan CF Dong Nguyen LieuDocument56 pagesLVP 68A T12.2018 56t Cnang Ve Hach Toan CF Dong Nguyen Lieutuan mai vanNo ratings yet
- BM7.11 Noi Quy Lam ViecDocument2 pagesBM7.11 Noi Quy Lam Viectuan mai vanNo ratings yet
- BM7.12 Noi Quy Lao Dong (Ban Hanh Lan 2)Document15 pagesBM7.12 Noi Quy Lao Dong (Ban Hanh Lan 2)tuan mai vanNo ratings yet
- 382962107 CẨN THẬN 1Document1 page382962107 CẨN THẬN 1tuan mai vanNo ratings yet