You might also like
- đồ án 3 của Nhật HàoDocument11 pagesđồ án 3 của Nhật Hàotrịnh bổngNo ratings yet
- Báo Cáo Thực Hành Nhập Môn 3 BuổiDocument26 pagesBáo Cáo Thực Hành Nhập Môn 3 BuổiĐặng Thị Hạnh100% (1)
- Quy trình công nghệ sản xuất bánh gạoDocument7 pagesQuy trình công nghệ sản xuất bánh gạoThảo LinhNo ratings yet
- NHÀ MÁY X LÝ NƯ C TH I ĐÀ L T UpdateDocument22 pagesNHÀ MÁY X LÝ NƯ C TH I ĐÀ L T UpdateGiang Trường83% (6)
- dây chuyền tạo tấm xi măngDocument2 pagesdây chuyền tạo tấm xi măngluuvantan09031993No ratings yet
- BÁO CÁO THỰC TẬP KỸ THUẬTDocument16 pagesBÁO CÁO THỰC TẬP KỸ THUẬTNguyễn Đình DươngNo ratings yet
- Báo Cáo Chính - NewversionDocument20 pagesBáo Cáo Chính - NewversiondoanhunghieuNo ratings yet
- BTL ĐL&TĐHDocument18 pagesBTL ĐL&TĐHHÀ TRẦN LÂM HOÀNGNo ratings yet
- Báo Cáo Gi A Kì Nhóm 5Document18 pagesBáo Cáo Gi A Kì Nhóm 5doanhunghieuNo ratings yet
- BTL Xi Măng Long SơnDocument24 pagesBTL Xi Măng Long SơnQuang Nguyễn Tiến0% (1)
- Báo Cáo ChínhDocument23 pagesBáo Cáo ChínhdoanhunghieuNo ratings yet
- TRƯỜNG ĐẠI HỌC CẦN THƠDocument13 pagesTRƯỜNG ĐẠI HỌC CẦN THƠPhước ĐạtNo ratings yet
- tự động hóa nhà máy xi măng", dưới sự hướng dẫn của TS. Nguyễn Mạnh Tiến, emDocument19 pagestự động hóa nhà máy xi măng", dưới sự hướng dẫn của TS. Nguyễn Mạnh Tiến, emcảnhNo ratings yet
- Sơ đồ công nghệ sản xuất malt vàngDocument17 pagesSơ đồ công nghệ sản xuất malt vàngVutrunganh99967% (3)
- Xemtailieu Bao Cao Thuc Tap Quy Trinh San Xuat Gach Op LatDocument21 pagesXemtailieu Bao Cao Thuc Tap Quy Trinh San Xuat Gach Op LatHieu PhungNo ratings yet
- (123doc) - Tai-Lieu-Do-An-Tot-Nghiep-Nghien-Cuu-Giai-Phap-Dieu-Khien-Cap-Dien-Tu-Dong-Cho-Nha-May-Tu-Tram-110kvDocument91 pages(123doc) - Tai-Lieu-Do-An-Tot-Nghiep-Nghien-Cuu-Giai-Phap-Dieu-Khien-Cap-Dien-Tu-Dong-Cho-Nha-May-Tu-Tram-110kvabc234No ratings yet
- Máy Nghiền Dạng TrụcDocument6 pagesMáy Nghiền Dạng Trụcnguyennhutien080992100% (1)
- Nhóm 1 Kiểm tra C1 TBSDDocument30 pagesNhóm 1 Kiểm tra C1 TBSDDương Thị Thảo NguyênNo ratings yet
- Thiết bịDocument6 pagesThiết bịNgọc NguyễnNo ratings yet
- 123doc He Thong Say Tiep XucDocument27 pages123doc He Thong Say Tiep XucChâu VănNo ratings yet
- Sds DSD WewsDocument10 pagesSds DSD Wewsabc234No ratings yet
- May Nghien XM LoescheDocument13 pagesMay Nghien XM Loeschechien_ctqNo ratings yet
- 1/ Công nghệ và quy trình sản xuất xi măngDocument9 pages1/ Công nghệ và quy trình sản xuất xi măngNghiệp Trần CôngNo ratings yet
- Nghiên cứu hệ thống điều khiển nhà máy xi măng VCMDocument23 pagesNghiên cứu hệ thống điều khiển nhà máy xi măng VCMPhi HồNo ratings yet
- ĐỀ CƯƠNG KỸ THUẬT THỰC PHẨM 1 1Document14 pagesĐỀ CƯƠNG KỸ THUẬT THỰC PHẨM 1 1Ngọc ÁnhNo ratings yet
- BTL CIMENT LONG - SON ViệtDocument27 pagesBTL CIMENT LONG - SON ViệtThanh ĐứcNo ratings yet
- (123doc) - May-Lam-Dat-Nguyen-Manh-HuynhDocument43 pages(123doc) - May-Lam-Dat-Nguyen-Manh-HuynhAnnh DũngNo ratings yet
- Bao Cao GPMT Tram Tron BTT Quoc KhanhDocument45 pagesBao Cao GPMT Tram Tron BTT Quoc Khanhnhatminh.bith93No ratings yet
- Bể lọcDocument2 pagesBể lọcLê Quang LộcNo ratings yet
- Công nghệ chế biến gạoDocument19 pagesCông nghệ chế biến gạoPhương LâmNo ratings yet
- Xi Măng Sông Gianh Báo CáoDocument25 pagesXi Măng Sông Gianh Báo CáoThanh ĐứcNo ratings yet
- Đ - Án-Cyclon 12 6 2023Document36 pagesĐ - Án-Cyclon 12 6 2023duong nguyenNo ratings yet
- Giải 100 câuDocument44 pagesGiải 100 câuNguyễn Thư100% (1)
- Sấy BuồngDocument11 pagesSấy BuồngPhạm Công ThànhNo ratings yet
- Thực tập kỹ thuật 20192Document51 pagesThực tập kỹ thuật 20192Bình LêNo ratings yet
- Phần 1Document10 pagesPhần 1Thành QuangNo ratings yet
- Máy trích ly hai vít nằm ngang tácDocument8 pagesMáy trích ly hai vít nằm ngang tácVu VơNo ratings yet
- C3 Đ Án KTDTDocument11 pagesC3 Đ Án KTDTQuang HoàngNo ratings yet
- Nhóm 2 Học Ngày 05 03 2024Document7 pagesNhóm 2 Học Ngày 05 03 2024Khánh NgôNo ratings yet
- Lời Nói Đầu: xxxxxDocument199 pagesLời Nói Đầu: xxxxxmet_linhNo ratings yet
- Giới thiệu về thiết bị phân riêng vật liệu rờiDocument17 pagesGiới thiệu về thiết bị phân riêng vật liệu rời10162951No ratings yet
- Xi Măng Quang SơnDocument27 pagesXi Măng Quang SơnHoàng HảiNo ratings yet
- Nhóm 13 - HTSXLHDocument25 pagesNhóm 13 - HTSXLH25 - Nguyễn Văn TiếnNo ratings yet
- Part-3 6Document4 pagesPart-3 6Mạnh Hùng - NguyễnNo ratings yet
- Báo-Cáo-Xi Mang TotDocument23 pagesBáo-Cáo-Xi Mang TotThanh ĐứcNo ratings yet
- Báo Cáo Về Nguyên Lý Hoạt Động Của Máy Thổi Và Máy CắtDocument21 pagesBáo Cáo Về Nguyên Lý Hoạt Động Của Máy Thổi Và Máy CắtNguyễn Anh TúNo ratings yet
- File 3Document5 pagesFile 3Lê Đăng KhoaNo ratings yet
- 2 May Van ChuyenDocument7 pages2 May Van ChuyenTrọng NghĩaNo ratings yet
- 06nhom6k66s TextDocument28 pages06nhom6k66s Texttrinhpn04No ratings yet
- NGUYÊN LÝ VẬN HÀNH MÁY LỌC-NGUYỄN ĐỨC THỊNH-2114891Document3 pagesNGUYÊN LÝ VẬN HÀNH MÁY LỌC-NGUYỄN ĐỨC THỊNH-2114891Đức thịnh NguyễnNo ratings yet
- MÁY LẮNG LY TÂM-QT&TBDocument10 pagesMÁY LẮNG LY TÂM-QT&TBThanh NghiNo ratings yet
- Holcim Việt NamDocument17 pagesHolcim Việt NamTý KhươngNo ratings yet
- Do AnDocument6 pagesDo AnHồ NguyễnNo ratings yet
- Thiet Bi May MocDocument10 pagesThiet Bi May MocQUỐCHUY. P/S BẠC HÀNo ratings yet
- ADocument7 pagesAMinh NguyễnNo ratings yet
- Mucluc PLCDocument2 pagesMucluc PLCVo Van DungNo ratings yet
- Câu Hỏi Ôn Tập Luận Văn Tốt NghiệpDocument8 pagesCâu Hỏi Ôn Tập Luận Văn Tốt NghiệpThương Nguyễn CôngNo ratings yet
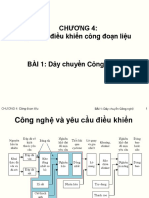
- TDHNMXM - C04 - B01 - Cong Doan LieuDocument44 pagesTDHNMXM - C04 - B01 - Cong Doan LieuTrần Hải HoàngNo ratings yet