You might also like
- Xi Măng Sông Gianh Báo CáoDocument25 pagesXi Măng Sông Gianh Báo CáoThanh ĐứcNo ratings yet
- đồ án 3 của Nhật HàoDocument11 pagesđồ án 3 của Nhật Hàotrịnh bổngNo ratings yet
- BTL ĐL&TĐHDocument18 pagesBTL ĐL&TĐHHÀ TRẦN LÂM HOÀNGNo ratings yet
- 1/ Công nghệ và quy trình sản xuất xi măngDocument9 pages1/ Công nghệ và quy trình sản xuất xi măngNghiệp Trần CôngNo ratings yet
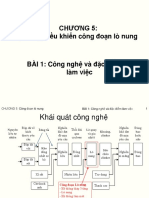
- TDHNMXM - C01 - B01 - Tong QuanDocument20 pagesTDHNMXM - C01 - B01 - Tong QuanTrần Hải HoàngNo ratings yet
- (123doc) - Tai-Lieu-Do-An-Tot-Nghiep-Nghien-Cuu-Giai-Phap-Dieu-Khien-Cap-Dien-Tu-Dong-Cho-Nha-May-Tu-Tram-110kvDocument91 pages(123doc) - Tai-Lieu-Do-An-Tot-Nghiep-Nghien-Cuu-Giai-Phap-Dieu-Khien-Cap-Dien-Tu-Dong-Cho-Nha-May-Tu-Tram-110kvabc234No ratings yet
- Holcim Việt NamDocument17 pagesHolcim Việt NamTý KhươngNo ratings yet
- Sáng Kiến - NXM 2015 MoiDocument12 pagesSáng Kiến - NXM 2015 MoithanhNo ratings yet
- Quy Trinh Thi Cong Coc Xi Mang DatDocument11 pagesQuy Trinh Thi Cong Coc Xi Mang DatbinhNo ratings yet
- BTL CIMENT LONG - SON ViệtDocument27 pagesBTL CIMENT LONG - SON ViệtThanh ĐứcNo ratings yet
- Giải 100 câuDocument44 pagesGiải 100 câuNguyễn Thư100% (1)
- 123doc He Thong Say Tiep XucDocument27 pages123doc He Thong Say Tiep XucChâu VănNo ratings yet
- TDHNMXM - C05 - B01 - Cong Nghe Va Dac Diem Cong Doan Lo NungDocument47 pagesTDHNMXM - C05 - B01 - Cong Nghe Va Dac Diem Cong Doan Lo NungAnh Lê BáNo ratings yet
- Bai Giang - KHUAYDocument59 pagesBai Giang - KHUAYĐặng Chi0% (1)
- tramtronBTXM 1Document20 pagestramtronBTXM 1Tien NguyenNo ratings yet
- Tim Hieu Ve Cac Thiet Bi Thu Hoi Bui Trong Nha May Xi MangDocument13 pagesTim Hieu Ve Cac Thiet Bi Thu Hoi Bui Trong Nha May Xi MangTiến Lê MinhNo ratings yet
- Báo Cáo GK PBL3 19N32B Nhóm 4Document19 pagesBáo Cáo GK PBL3 19N32B Nhóm 4Thanh NgaNo ratings yet
- Cap Phoi Da Dam - RevDocument15 pagesCap Phoi Da Dam - RevCường SẹoNo ratings yet
- tự động hóa nhà máy xi măng", dưới sự hướng dẫn của TS. Nguyễn Mạnh Tiến, emDocument19 pagestự động hóa nhà máy xi măng", dưới sự hướng dẫn của TS. Nguyễn Mạnh Tiến, emcảnhNo ratings yet
- Câu Hỏi Ôn Tập Luận Văn Tốt NghiệpDocument8 pagesCâu Hỏi Ôn Tập Luận Văn Tốt NghiệpThương Nguyễn CôngNo ratings yet
- Tailieunhanh Bao Cao Cuoi Cung 0554Document16 pagesTailieunhanh Bao Cao Cuoi Cung 0554ANH NGUYỄNNo ratings yet
- 5.1. Luyện vùng tinh luyện nhômDocument9 pages5.1. Luyện vùng tinh luyện nhômHIỀN NGUYỄN THANHNo ratings yet
- Thêm đoạn miêu tả ngắn ở đâyDocument29 pagesThêm đoạn miêu tả ngắn ở đâyHằng LêNo ratings yet
- DT MĐBsố 3 - CNDocument19 pagesDT MĐBsố 3 - CNthanhNo ratings yet
- (123doc) Giao Trinh Thiet Bi Thuc Pham PDFDocument138 pages(123doc) Giao Trinh Thiet Bi Thuc Pham PDFHoàng HảiNo ratings yet
- Kỹ Thuật Và Thiết Bị Lên Men (C4)Document32 pagesKỹ Thuật Và Thiết Bị Lên Men (C4)小玫瑰和小王子No ratings yet
- Xi Măng Quang SơnDocument27 pagesXi Măng Quang SơnHoàng HảiNo ratings yet
- Qua Trinh Thiet Bi Silicat Nguyen Khanh Son Chuong8 Phan Loai Sang 2tuan (Cuuduongthancong - Com)Document20 pagesQua Trinh Thiet Bi Silicat Nguyen Khanh Son Chuong8 Phan Loai Sang 2tuan (Cuuduongthancong - Com)Khoa NguyenNo ratings yet
- Giới thiệu về thiết bị phân riêng vật liệu rờiDocument17 pagesGiới thiệu về thiết bị phân riêng vật liệu rời10162951No ratings yet
- Qui Trinh Cong Nghe San Xuat Xi MangDocument38 pagesQui Trinh Cong Nghe San Xuat Xi MangThuanNo ratings yet
- Kỹ thuật sấyDocument24 pagesKỹ thuật sấyTrung NguyenNo ratings yet
- Sds DSD WewsDocument10 pagesSds DSD Wewsabc234No ratings yet
- Can Dinh Luong Nha May Xi MangDocument20 pagesCan Dinh Luong Nha May Xi ManggdgdagNo ratings yet
- Thucpham 6Document40 pagesThucpham 6Vũ HồNo ratings yet
- Sấy Tầng SôiDocument20 pagesSấy Tầng Sôidinhhoaduong26102003No ratings yet
- Phương pháp nghiên cứu khoa họcDocument42 pagesPhương pháp nghiên cứu khoa họcDân NguyễnNo ratings yet
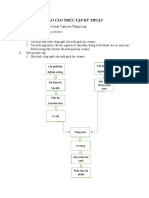
- BÁO CÁO THỰC TẬP KỸ THUẬT 1Document3 pagesBÁO CÁO THỰC TẬP KỸ THUẬT 1Yong YonggNo ratings yet
- Bai Giang Thi Nghiem Duong OtoDocument381 pagesBai Giang Thi Nghiem Duong OtoTiến Đặng NgọcNo ratings yet
- D An Cong NGH 2 Phong 1Document57 pagesD An Cong NGH 2 Phong 1nmai70901No ratings yet
- CHƯƠNGDocument8 pagesCHƯƠNGVu TaiNo ratings yet
- THIẾT BỊ VẬN CHUYỂN TRONG NHÀ MÁY XI MĂNGDocument20 pagesTHIẾT BỊ VẬN CHUYỂN TRONG NHÀ MÁY XI MĂNGTiến Lê MinhNo ratings yet
- CN Malt Va Bia - CN SX Malt Dai Mach 2021 PDFDocument64 pagesCN Malt Va Bia - CN SX Malt Dai Mach 2021 PDFMai Anh VũNo ratings yet
- LÊ VĂN TRÍ - Chưng cấtDocument4 pagesLÊ VĂN TRÍ - Chưng cấtHung NguyenNo ratings yet
- Báo Cáo Chính - NewversionDocument20 pagesBáo Cáo Chính - NewversiondoanhunghieuNo ratings yet
- May Nghien XM LoescheDocument13 pagesMay Nghien XM Loeschechien_ctqNo ratings yet
- Tìm Hiểu Dây Chuyền Thiết BịDocument2 pagesTìm Hiểu Dây Chuyền Thiết Bịluuvantan09031993No ratings yet
- Sorbex DIEP&DUYDocument47 pagesSorbex DIEP&DUYKutiNo ratings yet
- Phân Riêng Hệ Khí Kđn - 2Document23 pagesPhân Riêng Hệ Khí Kđn - 2Lê Hồng Sơn0% (1)
- BTL Xi Măng Long SơnDocument24 pagesBTL Xi Măng Long SơnQuang Nguyễn Tiến0% (1)
- NHÓM MÁY VÀ THIẾT BỊ VẬN CHUYỂN SỬ DỤNG TRONG THỰC PHẨMDocument14 pagesNHÓM MÁY VÀ THIẾT BỊ VẬN CHUYỂN SỬ DỤNG TRONG THỰC PHẨMTrung Nguyễn HoàngNo ratings yet
- Thực tập kỹ thuật 20192Document51 pagesThực tập kỹ thuật 20192Bình LêNo ratings yet
- THIMDocument42 pagesTHIM50 Trần Yến NhiNo ratings yet
- PAKT LUYỆN COKE LÒ ĐỨNG (bản TV)Document67 pagesPAKT LUYỆN COKE LÒ ĐỨNG (bản TV)Hoàng BáchNo ratings yet
- Bài (Giới thiệu các dụng cụ, thiết bị cơ bản trong xét nghiệm hóa sinh)Document14 pagesBài (Giới thiệu các dụng cụ, thiết bị cơ bản trong xét nghiệm hóa sinh)Nguyễn Lan AnhNo ratings yet
- 06NHOM6K66S PresentationDocument40 pages06NHOM6K66S Presentationtrinhpn04No ratings yet
- QUY TRÌNH CÔNG NGHỆ SẢN XUẤT SỨ NHA KHOA ZIRCONIA PDFDocument12 pagesQUY TRÌNH CÔNG NGHỆ SẢN XUẤT SỨ NHA KHOA ZIRCONIA PDFNam Phương Liên HoàngNo ratings yet
- Sơ đồ công nghệ sản xuất malt vàngDocument17 pagesSơ đồ công nghệ sản xuất malt vàngVutrunganh99967% (3)
- Vdocuments - MX Do An Chung Cat Ethanol NuocDocument69 pagesVdocuments - MX Do An Chung Cat Ethanol NuocDuyên LêNo ratings yet
- TDHNMXM - C04 - B03 - Logic Dieu Khien ChungDocument11 pagesTDHNMXM - C04 - B03 - Logic Dieu Khien ChungTrần Hải HoàngNo ratings yet
- TDHNMXM - C04 - B02 - He Thong Dong Nhat So BoDocument38 pagesTDHNMXM - C04 - B02 - He Thong Dong Nhat So BoTrần Hải HoàngNo ratings yet
- TDHNMXM - C03 - B02 - Can Flow, Can RotorDocument42 pagesTDHNMXM - C03 - B02 - Can Flow, Can RotorTrần Hải HoàngNo ratings yet
- TDHNMXM - C03 - B01 - QCS - Can BangDocument30 pagesTDHNMXM - C03 - B01 - QCS - Can BangTrần Hải HoàngNo ratings yet
- TDHNMXM - C02 - B03 - He MCCDocument25 pagesTDHNMXM - C02 - B03 - He MCCTrần Hải HoàngNo ratings yet
- TDHNMXM - C02 - B01 - He Thong TDHDocument26 pagesTDHNMXM - C02 - B01 - He Thong TDHTrần Hải HoàngNo ratings yet
- TÌM HIỂU MAC SUBLAYER CỦA CHUẨN IEEE 802Document5 pagesTÌM HIỂU MAC SUBLAYER CỦA CHUẨN IEEE 802Trần Hải HoàngNo ratings yet
- BÁO CÁO MÔN HỌCDocument3 pagesBÁO CÁO MÔN HỌCTrần Hải HoàngNo ratings yet