You might also like
- Các quá trình chế tạoDocument16 pagesCác quá trình chế tạoLê Văn HòaNo ratings yet
- Chương 14 - Hàn H Quang Tay 27Document20 pagesChương 14 - Hàn H Quang Tay 27Phan Ngoc DienNo ratings yet
- Ki Thuật Gia Công Cắt Gọt Kim LoạiDocument310 pagesKi Thuật Gia Công Cắt Gọt Kim LoạiTrung PhatNo ratings yet
- FILE - 20221226 - 204021 - Chương 5. Gia công cắt gọt (sửa)Document100 pagesFILE - 20221226 - 204021 - Chương 5. Gia công cắt gọt (sửa)Nguyễn Quý TấnNo ratings yet
- 3 Cơ Sở Vật Lý Của Quá Trình Cắt Kim LoạiDocument22 pages3 Cơ Sở Vật Lý Của Quá Trình Cắt Kim LoạiHiếu PhạmNo ratings yet
- Thong So DaoDocument10 pagesThong So Daohoan thanhNo ratings yet
- Nội dung thi công nghệDocument7 pagesNội dung thi công nghệVinh Phạm QuangNo ratings yet
- Nguyên Lý Cắt Kim LoạiDocument3 pagesNguyên Lý Cắt Kim LoạiĐinh HiếuNo ratings yet
- Xemtailieu Sile Chuong 7 ChuotDocument38 pagesXemtailieu Sile Chuong 7 ChuotHoàng NguyễnNo ratings yet
- Tim Hieu Ve Ren-Dap NongDocument24 pagesTim Hieu Ve Ren-Dap NongLuân ĐặngNo ratings yet
- Công Nghệ Kim Loại c2Document92 pagesCông Nghệ Kim Loại c2Quốc Anh TrầnNo ratings yet
- Gia Công Kim Loại Bằng Áp LựcDocument13 pagesGia Công Kim Loại Bằng Áp LựcPhạm Thành TrungNo ratings yet
- Đề cương CNKL mớiDocument33 pagesĐề cương CNKL mớiPhạm BìnhNo ratings yet
- BG Công Nghệ Dập Tạo Hình Tấm - (TS. Đinh Văn Duy)Document14 pagesBG Công Nghệ Dập Tạo Hình Tấm - (TS. Đinh Văn Duy)Vănn ĐỗNo ratings yet
- On ct2Document10 pagesOn ct2Ngọc Minh Đặng NguyễnNo ratings yet
- CH 4 Chuong 4Document98 pagesCH 4 Chuong 4Nguyen Tuan AnhNo ratings yet
- KTCT 1Document19 pagesKTCT 1Tuấn BaleNo ratings yet
- Bài giảng công nghệ kin loại-full PDFDocument33 pagesBài giảng công nghệ kin loại-full PDFNhan LeNo ratings yet
- Đề cương bài giảng trực tuyến số 04.2Document9 pagesĐề cương bài giảng trực tuyến số 04.2tien2003qtpro1No ratings yet
- Chương 2 - Cơ Sở Vật Lý Quá Trình Cắt Kim LoạiDocument141 pagesChương 2 - Cơ Sở Vật Lý Quá Trình Cắt Kim LoạiHứa Tuấn ĐôNo ratings yet
- bài tập lớn công nghệ cánDocument21 pagesbài tập lớn công nghệ cánMai Trần QuânNo ratings yet
- Báo Cáo Chương 6Document8 pagesBáo Cáo Chương 6Phong PGNo ratings yet
- Bai 7 - Cat Got 2.0mDocument22 pagesBai 7 - Cat Got 2.0mtrantuananhhustk68No ratings yet
- Giao Trinh Cong Nghe Kim Loai 2 Ths Luu Duc Hoa 1857 P8Hjr 20131007033326 3074Document84 pagesGiao Trinh Cong Nghe Kim Loai 2 Ths Luu Duc Hoa 1857 P8Hjr 20131007033326 3074lâm100% (1)
- 21221 - ME1013 - L12 - 2014536 - Lê Văn Phước ThắngDocument9 pages21221 - ME1013 - L12 - 2014536 - Lê Văn Phước ThắngLê ThắngNo ratings yet
- DCMMMDocument35 pagesDCMMMduongvietpcNo ratings yet
- Bài Giảng CNGCAP Ch4 FinalDocument50 pagesBài Giảng CNGCAP Ch4 FinalHau VoNo ratings yet
- Hàn ĐắpDocument42 pagesHàn ĐắpNobitalk567% (3)
- Chuong - 2 - 1 - 2014 Lien Ket HanDocument20 pagesChuong - 2 - 1 - 2014 Lien Ket HanTruong Phuoc TriNo ratings yet
- Chương 11 - Rèn Khuôn 24Document16 pagesChương 11 - Rèn Khuôn 24Phan Ngoc DienNo ratings yet
- File Thuyết Minh đồ án công nghệ chế tạo máyDocument7 pagesFile Thuyết Minh đồ án công nghệ chế tạo máyNguyễn ThạoNo ratings yet
- kỹ thuật ma sátDocument256 pageskỹ thuật ma sátAnh Nguyễn KimNo ratings yet
- Dung Cu Cat Got KLDocument12 pagesDung Cu Cat Got KLNguyễn Trung HiếuNo ratings yet
- Chương 6Document26 pagesChương 6Con GàNo ratings yet
- Công nghệ tạo hình tấmDocument42 pagesCông nghệ tạo hình tấmLinh303No ratings yet
- Chuong 11Document28 pagesChuong 11Huynh Quoc TrungNo ratings yet
- 9 Chương 2-5 Gcal Tuần 9 - Dập TấmDocument64 pages9 Chương 2-5 Gcal Tuần 9 - Dập Tấmkhoa huynhNo ratings yet
- Công Nghệ Tạo Hình Vật LiệuDocument76 pagesCông Nghệ Tạo Hình Vật LiệuLinh303No ratings yet
- Chapter 4 - Cơ sở vật lý quá trình cắt nDocument79 pagesChapter 4 - Cơ sở vật lý quá trình cắt ntiến nguyễnNo ratings yet
- CÁC DẠNG KHUYẾT TẬT MỐI HÀNDocument14 pagesCÁC DẠNG KHUYẾT TẬT MỐI HÀNTuan Dinh BatNo ratings yet
- Chương 2Document6 pagesChương 2Minh NguyễnNo ratings yet
- tổng quan về đúc mẫu chảy - 228143Document16 pagestổng quan về đúc mẫu chảy - 228143Long TrầnNo ratings yet
- Đề cương 01 - câu hỏi lý thuyếtDocument38 pagesĐề cương 01 - câu hỏi lý thuyếtKiên BùiNo ratings yet
- Bai 17 Cong Nghe Cat Got Kim LoaiDocument38 pagesBai 17 Cong Nghe Cat Got Kim Loai10 Nguyễn Trần Anh Huy 10A1No ratings yet
- New Microsoft Word DocumentDocument11 pagesNew Microsoft Word DocumentSơn Nguyễn ĐứcNo ratings yet
- 1221231132Document142 pages1221231132Đạt NguyễnNo ratings yet
- Ket-Noi de Cuong On Thi Mon Hoc Nguyen Ly Cat Kim LoaiDocument41 pagesKet-Noi de Cuong On Thi Mon Hoc Nguyen Ly Cat Kim Loailh060503No ratings yet
- Chương 10 - Rèn T Do 23Document12 pagesChương 10 - Rèn T Do 23Phan Ngoc DienNo ratings yet
- bài tập ckdcDocument7 pagesbài tập ckdcVũ Đức ToànNo ratings yet
- Đề Cương Nguyên Lý CắtDocument16 pagesĐề Cương Nguyên Lý CắtPhong PhanNo ratings yet
- Giao Trinh Cong Nghe Kim Lo IDocument10 pagesGiao Trinh Cong Nghe Kim Lo INguyễn Đức TàiNo ratings yet
- Giao Trinh Trang Bi DienDocument198 pagesGiao Trinh Trang Bi Dienbao_trinh100% (3)
- Thog Gia CongDocument3 pagesThog Gia Cong23. Nguyễn Ngọc TranhNo ratings yet
- Bai Giang CN Tao Hinh Khoi - Ntthu - B1Document29 pagesBai Giang CN Tao Hinh Khoi - Ntthu - B1vanmanh01082002No ratings yet
- Tìm hiểu về kim máy may (Trần M)Document6 pagesTìm hiểu về kim máy may (Trần M)Trần ThưNo ratings yet
- Bai 15+16 Vat lieu co khi. +Công nghệ chế tạo phôi (t1)Document26 pagesBai 15+16 Vat lieu co khi. +Công nghệ chế tạo phôi (t1)Trương Quang ThịnhNo ratings yet
- Đề cương cán kéoDocument20 pagesĐề cương cán kéoanh thoNo ratings yet
- Các Loại Dụng Cụ Cắt GọtDocument15 pagesCác Loại Dụng Cụ Cắt GọtTrần Giang100% (1)
- 27. Chương 27- Chất Lượng Bề Mặt Gia Công 33Document10 pages27. Chương 27- Chất Lượng Bề Mặt Gia Công 33Phan Ngoc DienNo ratings yet
- 24. Chương 24- Gia Công Các Bề Mặt Đặc Biệt 18Document26 pages24. Chương 24- Gia Công Các Bề Mặt Đặc Biệt 18Phan Ngoc DienNo ratings yet
- Chương 29 - Lư NG Dư Gia Công Cơ Khí 11Document5 pagesChương 29 - Lư NG Dư Gia Công Cơ Khí 11Phan Ngoc DienNo ratings yet
- 32. Chương 32- Bộ Phận Định Vị Của Đồ Gá 8Document19 pages32. Chương 32- Bộ Phận Định Vị Của Đồ Gá 8Phan Ngoc DienNo ratings yet
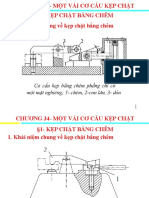
- 34. Chương 34- Một Vài Cơ Cấu Kẹp Chặt 10Document26 pages34. Chương 34- Một Vài Cơ Cấu Kẹp Chặt 10Phan Ngoc DienNo ratings yet
- 25. Chương 25- Quá Trình Sx Và Qui Trình Cnghệ 19Document30 pages25. Chương 25- Quá Trình Sx Và Qui Trình Cnghệ 19Phan Ngoc DienNo ratings yet
- 15. Chương 15- Hàn Điện Tiếp Xúc 28Document13 pages15. Chương 15- Hàn Điện Tiếp Xúc 28Phan Ngoc DienNo ratings yet
- Chương 23 - Gia Công Trên Máy Mài 17Document14 pagesChương 23 - Gia Công Trên Máy Mài 17Phan Ngoc DienNo ratings yet
- 17. Chương 17- Dụng Cụ Cắt Gọt Kim Loại 30Document34 pages17. Chương 17- Dụng Cụ Cắt Gọt Kim Loại 30Phan Ngoc DienNo ratings yet
- Chương 11 - Rèn Khuôn 24Document16 pagesChương 11 - Rèn Khuôn 24Phan Ngoc DienNo ratings yet
- Chương 22 - Gia Công Trên Máy Khoan Doa 16Document17 pagesChương 22 - Gia Công Trên Máy Khoan Doa 16Phan Ngoc DienNo ratings yet
- Tra Tổng Thành Động Cơ, Truyền Lục Xe Hiace 2010Document26 pagesTra Tổng Thành Động Cơ, Truyền Lục Xe Hiace 2010Phan Ngoc DienNo ratings yet
- 16. Chương 16- Hàn Cắt Kim Loại Bằng Khí 29Document14 pages16. Chương 16- Hàn Cắt Kim Loại Bằng Khí 29Phan Ngoc DienNo ratings yet
- Chương 9 - Cán Kim Lo I 22Document9 pagesChương 9 - Cán Kim Lo I 22Phan Ngoc DienNo ratings yet
- Tra Mã Đ NG Cơ 1kdftvDocument23 pagesTra Mã Đ NG Cơ 1kdftvPhan Ngoc DienNo ratings yet
- Chương 10 - Rèn T Do 23Document12 pagesChương 10 - Rèn T Do 23Phan Ngoc DienNo ratings yet
- Chương 3 - H N H P Làm Khuôn Làm Lõi 3Document19 pagesChương 3 - H N H P Làm Khuôn Làm Lõi 3Phan Ngoc DienNo ratings yet
- 12. Chương 12- Dập Tấm 25Document24 pages12. Chương 12- Dập Tấm 25Phan Ngoc DienNo ratings yet
- 6. Chương 6- Đúc Đặc Biệt 5Document15 pages6. Chương 6- Đúc Đặc Biệt 5Phan Ngoc DienNo ratings yet
- Thông Số Kỹ Thuật Fc 1124 TipperDocument4 pagesThông Số Kỹ Thuật Fc 1124 TipperPhan Ngoc DienNo ratings yet
- Chuong 2 - Duc Trong Khuon Cat 2Document13 pagesChuong 2 - Duc Trong Khuon Cat 2Phan Ngoc DienNo ratings yet
- Hệ Thống Treo (Ecas)Document23 pagesHệ Thống Treo (Ecas)Phan Ngoc DienNo ratings yet
- Thông Số Kỹ Thuật Fc 1124 TipperDocument15 pagesThông Số Kỹ Thuật Fc 1124 TipperPhan Ngoc DienNo ratings yet
- Hệ Thống Treo (Ecas)Document23 pagesHệ Thống Treo (Ecas)Phan Ngoc DienNo ratings yet