You might also like
- Itp Electrical CheweeDocument2 pagesItp Electrical CheweeRonnel Dean LimNo ratings yet
- Guidelines For Installation, Inspection & Maintenance of Bridge BearingsDocument45 pagesGuidelines For Installation, Inspection & Maintenance of Bridge BearingsHabib Ur Rahman100% (2)
- 9 C Validation Protocol TABLETDocument20 pages9 C Validation Protocol TABLETMohammed ZubairNo ratings yet
- SECTION 13111 Impressed Current CP of Submerged and Buried Metallic Structures Rev 0Document33 pagesSECTION 13111 Impressed Current CP of Submerged and Buried Metallic Structures Rev 0Azhar Ali100% (1)
- Saep 32 PDFDocument15 pagesSaep 32 PDFRami ElloumiNo ratings yet
- MQ SP M 4026 PDFDocument31 pagesMQ SP M 4026 PDFjaseelNo ratings yet
- SECTION 13112 Sacrificial Anode CP of Submerged and Buried Underground Structures Rev 0 PDFDocument26 pagesSECTION 13112 Sacrificial Anode CP of Submerged and Buried Underground Structures Rev 0 PDFHafed BaccoucheNo ratings yet
- Process Industry Practices Insulation: PIP INTG1000 Insulation Inspection ChecklistDocument7 pagesProcess Industry Practices Insulation: PIP INTG1000 Insulation Inspection ChecklistnasirNo ratings yet
- Pig Signallers - Intrusive TypeDocument23 pagesPig Signallers - Intrusive TypeJacob PhilipNo ratings yet
- Icc.500.2008.Storm SheltersDocument60 pagesIcc.500.2008.Storm SheltersKryFreemanNo ratings yet
- Influential & Essential Parameters For Inspection EffectivenessDocument26 pagesInfluential & Essential Parameters For Inspection EffectivenessGeert Henk WijnantsNo ratings yet
- MARAFIQ Piping Specification DetailsDocument14 pagesMARAFIQ Piping Specification DetailsjaseelNo ratings yet
- MQ SP M 4011 PDFDocument7 pagesMQ SP M 4011 PDFjaseelNo ratings yet
- GB 50205-2001 - EnglishDocument143 pagesGB 50205-2001 - EnglishDilnesa EjiguNo ratings yet
- Construction Dewatering Design Report SummaryDocument132 pagesConstruction Dewatering Design Report Summary_seeNo ratings yet
- Specification - Api 612 6 Edition - Steam Turbines, Special Purpose ApplicationsDocument18 pagesSpecification - Api 612 6 Edition - Steam Turbines, Special Purpose ApplicationsjaseelNo ratings yet
- MQ SP M 4029 PDFDocument30 pagesMQ SP M 4029 PDFjaseelNo ratings yet
- Aircraft InspectionsDocument83 pagesAircraft InspectionsTDHNo ratings yet
- Resume - QC EngineerDocument4 pagesResume - QC EngineerSenthil Kumaran100% (1)
- In Line Inspection For Cross Country PipelineDocument6 pagesIn Line Inspection For Cross Country PipelineMiguel AlvaradoNo ratings yet
- MQ SP M 4033 PDFDocument16 pagesMQ SP M 4033 PDFjaseelNo ratings yet
- SECTION 02891 Traffic Signs Rev 0Document37 pagesSECTION 02891 Traffic Signs Rev 0Azhar Ali100% (1)
- Quality ManualDocument33 pagesQuality Manualtripti keshan100% (3)
- ESC 361 Buffer Stops: Engineering Standard CivilDocument15 pagesESC 361 Buffer Stops: Engineering Standard Civilbohemia61No ratings yet
- Incoming Raw Material Inspection ProcedureDocument2 pagesIncoming Raw Material Inspection ProcedureHarsh Kachhawa100% (1)
- 59-1 Man BasketDocument3 pages59-1 Man BasketAkhilNo ratings yet
- Specification - Guideline Specification For Precast Architectural ConcreteDocument16 pagesSpecification - Guideline Specification For Precast Architectural ConcreteAzhar AliNo ratings yet
- Power and Water Utility Company For Jubail and Yanbu (MARAFIQ) Master Specification MQ-SP-C-2017 Project Name Date: 08 Mar 2011 Contract Number Page 1 of Revision 1Document8 pagesPower and Water Utility Company For Jubail and Yanbu (MARAFIQ) Master Specification MQ-SP-C-2017 Project Name Date: 08 Mar 2011 Contract Number Page 1 of Revision 1Azhar AliNo ratings yet
- Specification - Geotechnical Engineering InvestigationDocument4 pagesSpecification - Geotechnical Engineering InvestigationAzhar AliNo ratings yet
- Specification - Civil Design CriteriaDocument8 pagesSpecification - Civil Design CriteriaAzhar AliNo ratings yet
- MQ SP P 5007 PDFDocument14 pagesMQ SP P 5007 PDFjaseelNo ratings yet
- MARAFIQ Pipe Marker and Valve Tag SpecificationDocument11 pagesMARAFIQ Pipe Marker and Valve Tag SpecificationjaseelNo ratings yet
- Specification - Plant Site Data Sheet & Project Data SheetDocument6 pagesSpecification - Plant Site Data Sheet & Project Data SheetAzhar AliNo ratings yet
- MQ-SP-C-2008 Roadway and Area Paving ConstructionDocument6 pagesMQ-SP-C-2008 Roadway and Area Paving ConstructionAzhar AliNo ratings yet
- MQ SP M 4004 PDFDocument17 pagesMQ SP M 4004 PDFjaseelNo ratings yet
- Specification - Roadway Design CriteriaDocument6 pagesSpecification - Roadway Design CriteriaAzhar AliNo ratings yet
- Specification - Site DemolitionDocument7 pagesSpecification - Site DemolitionAzhar AliNo ratings yet
- Specification - Nonshrink Cementitious GroutDocument4 pagesSpecification - Nonshrink Cementitious GroutAzhar AliNo ratings yet
- MQ SP C 2013Document34 pagesMQ SP C 2013Azhar AliNo ratings yet
- MQ SP M 4016 PDFDocument39 pagesMQ SP M 4016 PDFjaseelNo ratings yet
- Specification - Site Preparation, Excavation, and Backfill SpecificationDocument24 pagesSpecification - Site Preparation, Excavation, and Backfill SpecificationAzhar AliNo ratings yet
- MQ SP M 4017 PDFDocument28 pagesMQ SP M 4017 PDFjaseelNo ratings yet
- Power and Water Utility Company For Jubail and Yanbu (MARAFIQ) Master Specification MQ-SP-C-2016 Project Name Date: 08 Mar 2011 Contract Number Page 1 of Revision 1Document10 pagesPower and Water Utility Company For Jubail and Yanbu (MARAFIQ) Master Specification MQ-SP-C-2016 Project Name Date: 08 Mar 2011 Contract Number Page 1 of Revision 1Azhar AliNo ratings yet
- MQ SP C 2018Document19 pagesMQ SP C 2018Azhar AliNo ratings yet
- MQ SP M 4035 PDFDocument9 pagesMQ SP M 4035 PDFjaseelNo ratings yet
- MQ SP M 4018Document19 pagesMQ SP M 4018JaseelKanhirathinkalNo ratings yet
- MARAFIQ utility pipe specificationDocument18 pagesMARAFIQ utility pipe specificationjaseelNo ratings yet
- MQ SP e 6011Document14 pagesMQ SP e 6011jaseel kNo ratings yet
- Specification - Api 610 / Iso 13709 10 Edition - Centrifugal Pumps For Petroleum, Petrochemical and Natural GasDocument28 pagesSpecification - Api 610 / Iso 13709 10 Edition - Centrifugal Pumps For Petroleum, Petrochemical and Natural GasjaseelNo ratings yet
- CON 311 V00 Method Statement For Structural Steel and Pipe Support Fabrication PDFDocument22 pagesCON 311 V00 Method Statement For Structural Steel and Pipe Support Fabrication PDFfurkanNo ratings yet
- MQ SP M 4010 PDFDocument16 pagesMQ SP M 4010 PDFjaseelNo ratings yet
- MARAFIQ Pipe Specification Rev 1Document17 pagesMARAFIQ Pipe Specification Rev 1jaseelNo ratings yet
- MQ SP M 4039Document6 pagesMQ SP M 4039jaseel k0% (1)
- MQ SP C 2011Document7 pagesMQ SP C 2011Azhar AliNo ratings yet
- MQ SP M 4024 PDFDocument15 pagesMQ SP M 4024 PDFjaseelNo ratings yet
- MQ SP P 5002 PDFDocument44 pagesMQ SP P 5002 PDFjaseelNo ratings yet
- Specification - Topographic and Plant Surveys SpecificationDocument4 pagesSpecification - Topographic and Plant Surveys SpecificationAzhar AliNo ratings yet
- Power and Water Utility Co. For Jubail and Yanbu (MARAFIQ) Master Specification MQ-SP-P-5006 Project Name: Date: 31 Mar 2011 Contract Number: Page 1 of 7 Revision 1Document8 pagesPower and Water Utility Co. For Jubail and Yanbu (MARAFIQ) Master Specification MQ-SP-P-5006 Project Name: Date: 31 Mar 2011 Contract Number: Page 1 of 7 Revision 1jaseelNo ratings yet
- MQ SP M 4036 PDFDocument13 pagesMQ SP M 4036 PDFjaseelNo ratings yet
- Master Specification for Electrical Requirements of Mechanical EquipmentDocument11 pagesMaster Specification for Electrical Requirements of Mechanical Equipmentjaseel kNo ratings yet
- MQ SP M 4031 PDFDocument23 pagesMQ SP M 4031 PDFjaseelNo ratings yet
- MQ SP M 4037 PDFDocument12 pagesMQ SP M 4037 PDFjaseelNo ratings yet
- MARAFIQ Packaged Equipment Piping SpecificationDocument10 pagesMARAFIQ Packaged Equipment Piping Specificationjaseel kNo ratings yet
- MQ SP I 7003 PDFDocument92 pagesMQ SP I 7003 PDFJaseelKanhirathinkalNo ratings yet
- Specification - Shop Fabricated Non-Code Tanks, Bins, and HoppersDocument12 pagesSpecification - Shop Fabricated Non-Code Tanks, Bins, and HoppersjaseelNo ratings yet
- MQ SP M 4001 PDFDocument25 pagesMQ SP M 4001 PDFjaseelNo ratings yet
- Sp-Amnt-6-038 Specification Electrical Installation - Underground and AbovegroundDocument20 pagesSp-Amnt-6-038 Specification Electrical Installation - Underground and AbovegroundJanVpotNo ratings yet
- MQ SP M 4038 PDFDocument26 pagesMQ SP M 4038 PDFjaseelNo ratings yet
- MQ SP P 5024Document16 pagesMQ SP P 5024jaseel kNo ratings yet
- MQ SP M 4028 PDFDocument12 pagesMQ SP M 4028 PDFjaseelNo ratings yet
- MQ SP M 4034 PDFDocument15 pagesMQ SP M 4034 PDFjaseelNo ratings yet
- L-s1 Specification For Low Voltage Internal Electrical InstallationDocument154 pagesL-s1 Specification For Low Voltage Internal Electrical InstallationKNS CSBNo ratings yet
- MQ SP P 5011 PDFDocument25 pagesMQ SP P 5011 PDFjaseelNo ratings yet
- MQ SP e 6001 Rev 2 PDFDocument41 pagesMQ SP e 6001 Rev 2 PDFHafed BaccoucheNo ratings yet
- Heat Tracing Specification for Piping and InstrumentsDocument10 pagesHeat Tracing Specification for Piping and InstrumentsjaseelNo ratings yet
- Pipe Supports z4Document5 pagesPipe Supports z4alla malikNo ratings yet
- MQ SP M 4003 PDFDocument18 pagesMQ SP M 4003 PDFjaseelNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAzhar AliNo ratings yet
- HIC Testing RequirementsDocument2 pagesHIC Testing RequirementsAzhar AliNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAli RazaNo ratings yet
- Saep 135Document8 pagesSaep 135Anonymous 4IpmN7OnNo ratings yet
- SECTION 07910 Preformed Joint Seals Rev 0Document16 pagesSECTION 07910 Preformed Joint Seals Rev 0Azhar AliNo ratings yet
- SECTION 13420 Instruments Rev 0Document43 pagesSECTION 13420 Instruments Rev 0Azhar AliNo ratings yet
- Layout Drawings With Highlight (Section Wise)Document1 pageLayout Drawings With Highlight (Section Wise)Azhar AliNo ratings yet
- SECTION 13860 Fire Detection and Alarm System Rev 0Document13 pagesSECTION 13860 Fire Detection and Alarm System Rev 0Azhar AliNo ratings yet
- SECTION 07720 Roof Accessories Rev 0Document22 pagesSECTION 07720 Roof Accessories Rev 0Azhar AliNo ratings yet
- SECTION 16110 Residential Wiring Connections, Rev 0Document12 pagesSECTION 16110 Residential Wiring Connections, Rev 0Ahmed HashimNo ratings yet
- Lightning Protection System Design and Installation SpecificationDocument16 pagesLightning Protection System Design and Installation SpecificationAzhar AliNo ratings yet
- Guideline Specification for Indicators, Recorders and ControllersDocument18 pagesGuideline Specification for Indicators, Recorders and ControllersAzhar AliNo ratings yet
- SECTION 13450 Central Control Rev 0Document36 pagesSECTION 13450 Central Control Rev 0Azhar AliNo ratings yet
- SECTION 13113 Impressed Current CP of Reinforced Concrete Structures Rev 0 PDFDocument46 pagesSECTION 13113 Impressed Current CP of Reinforced Concrete Structures Rev 0 PDFHafed BaccoucheNo ratings yet
- SECTION 16130 Raceway and Boxes Rev 0Document19 pagesSECTION 16130 Raceway and Boxes Rev 0Ahmed HashimNo ratings yet
- SECTION 16075 Electrical Identification Rev 0Document26 pagesSECTION 16075 Electrical Identification Rev 0Ahmed HashimNo ratings yet
- Power Cable SpecificationsDocument49 pagesPower Cable SpecificationsAhmed HashimNo ratings yet
- SECTION 13850 Detection and Alarm Rev 0Document25 pagesSECTION 13850 Detection and Alarm Rev 0Azhar AliNo ratings yet
- SECTION 16510 Interior Luminaires Rev 0Document23 pagesSECTION 16510 Interior Luminaires Rev 0Ahmed HashimNo ratings yet
- SECTION 13430 Boxes, Panels and Control Centers Rev 0Document19 pagesSECTION 13430 Boxes, Panels and Control Centers Rev 0Azhar AliNo ratings yet
- SECTION 02840-1 Delineators Rev 0Document14 pagesSECTION 02840-1 Delineators Rev 0Azhar AliNo ratings yet
- SECTION 16440 Switchboards, Panelboards & Control Centers Rev 0Document32 pagesSECTION 16440 Switchboards, Panelboards & Control Centers Rev 0Ahmed HashimNo ratings yet
- SECTION 16140 Wiring Devices Rev 0Document18 pagesSECTION 16140 Wiring Devices Rev 0Ahmed HashimNo ratings yet
- SECTION 02840-2 Guardrail Rev 0Document11 pagesSECTION 02840-2 Guardrail Rev 0Saldarriaga FranciscoNo ratings yet
- SECTION 16710 Communication Circuit Rev 0Document32 pagesSECTION 16710 Communication Circuit Rev 0Ahmed HashimNo ratings yet
- SECTION 16450 Panelboards Rev 0Document14 pagesSECTION 16450 Panelboards Rev 0Ahmed HashimNo ratings yet
- 04.new Liquid Overflow Handling System To Prevent Process Tank FiresDocument14 pages04.new Liquid Overflow Handling System To Prevent Process Tank FiresHerry SuhartomoNo ratings yet
- QAP for Flange InspectionDocument2 pagesQAP for Flange InspectionGOPINATH KRISHNAN NAIRNo ratings yet
- 000-API 510 Pressure Vessel Iinspector Preparation Course BROCHUREDocument9 pages000-API 510 Pressure Vessel Iinspector Preparation Course BROCHUREInstech Premier Sdn BhdNo ratings yet
- List of QSP and IATF 16949 ClauseDocument129 pagesList of QSP and IATF 16949 ClauseDamodaran Rajanayagam100% (1)
- SP-1167-Specification For Welding On Pressurised PipesDocument11 pagesSP-1167-Specification For Welding On Pressurised Pipesarjunprasannan7No ratings yet
- Iso 3056 1986Document9 pagesIso 3056 1986Ather SeemabNo ratings yet
- 1TB03300 300C04 STC Wir Me 0002Document19 pages1TB03300 300C04 STC Wir Me 0002heerkhanheerkhan435No ratings yet
- Ha12ip 12mbl ManualDocument112 pagesHa12ip 12mbl ManualRyan LabradorNo ratings yet
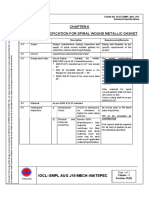
- Chapter-5 Technical Specification For Spiral Wound Metallic GasketDocument3 pagesChapter-5 Technical Specification For Spiral Wound Metallic GasketSomeshNo ratings yet
- Ensuring Quality Standards Through Acceptance-Sampling: Why Were They Able To Pass The Tests?Document38 pagesEnsuring Quality Standards Through Acceptance-Sampling: Why Were They Able To Pass The Tests?Williany lopesNo ratings yet
- SQC & TQM TechniquesDocument46 pagesSQC & TQM TechniquesChadaram Jagadish JagadishNo ratings yet
- TO: Saudi Embassy Islamabad, PakistanDocument3 pagesTO: Saudi Embassy Islamabad, PakistanVIVEKNo ratings yet
- Regulation CS-4.0 Construction Safety Regulations PDFDocument42 pagesRegulation CS-4.0 Construction Safety Regulations PDFParmod RanaNo ratings yet
- Workplace InspectionDocument5 pagesWorkplace InspectionMUHAMMED SHAFEEQNo ratings yet
- ASNT L3 Exam ExperienceDocument5 pagesASNT L3 Exam ExperienceShahazad Shaik100% (1)
- ATS Certifications Inc Cert and Scope File 12-08-2018 1544299953Document2 pagesATS Certifications Inc Cert and Scope File 12-08-2018 1544299953Tash BNo ratings yet