You might also like
- Báo Cáo Thí Nghiệm Cơ Sở Điều Khiển & Tự ĐộngDocument73 pagesBáo Cáo Thí Nghiệm Cơ Sở Điều Khiển & Tự ĐộngKhang NguyenNo ratings yet
- Bài TH C Hành 6.1-Nhóm 6-L P 2Document6 pagesBài TH C Hành 6.1-Nhóm 6-L P 2tranthaonguyen040127No ratings yet
- Bài TH C Hành 7.1-Nhóm 6-L P 2Document6 pagesBài TH C Hành 7.1-Nhóm 6-L P 2tranthaonguyen040127No ratings yet
- Bao Cao DKNCDocument68 pagesBao Cao DKNCNam Huỳnh100% (1)
- Nguyen Vu Anh Khoa - 21146555 - BTL1Document16 pagesNguyen Vu Anh Khoa - 21146555 - BTL1Hoàng PhúcNo ratings yet
- TN Cơ Lưu Chất 3C 4 5BDocument10 pagesTN Cơ Lưu Chất 3C 4 5BLỘC ĐẠI ANHNo ratings yet
- Excel Đồ Án Động Cơ Đốt TrongDocument22 pagesExcel Đồ Án Động Cơ Đốt TrongThu TrangNo ratings yet
- (Xaydung360 VN) ThuyLucCongTron-NuocMuaDocument15 pages(Xaydung360 VN) ThuyLucCongTron-NuocMuamtue167No ratings yet
- BÀI TẬP THỐNG KÊ ỨNG DỤNGDocument17 pagesBÀI TẬP THỐNG KÊ ỨNG DỤNGKim LeNo ratings yet
- LêMinhHiếu 1812163Document25 pagesLêMinhHiếu 1812163nguyễn thủyNo ratings yet
- Bài 1,2 Báo CáoDocument106 pagesBài 1,2 Báo Cáobothm123456789No ratings yet
- BC TN CSĐK T Đ NGDocument37 pagesBC TN CSĐK T Đ NGHoàng Tiến PhongNo ratings yet
- (LinksVIP.Net) TN Cơ Lưu Chất 3C 4 5BDocument9 pages(LinksVIP.Net) TN Cơ Lưu Chất 3C 4 5BThông Nguyễn GgNo ratings yet
- Bảng Tra BTCT 2018Document2 pagesBảng Tra BTCT 2018Trần TânNo ratings yet
- Báo Cáo CSĐKTĐDocument39 pagesBáo Cáo CSĐKTĐDuy Lại NguyễnNo ratings yet
- nhận xét chi phí lợi nhuậnDocument2 pagesnhận xét chi phí lợi nhuậnDz KiênNo ratings yet
- Toán NG D NG IIDocument17 pagesToán NG D NG IIlephuongthao19042004No ratings yet
- 4-4-Võ Thành Đ TDocument30 pages4-4-Võ Thành Đ THoan Nguyễn LưuNo ratings yet
- 223TNMD08 BaocaoDocument25 pages223TNMD08 BaocaoMỹ Anh Nguyễn PhạmNo ratings yet
- Bài 3,4Document13 pagesBài 3,4Ngọc NguyễnNo ratings yet
- Thong So HS ModelDocument11 pagesThong So HS ModelNam NguyenNo ratings yet
- đồ án lọc dầuDocument17 pagesđồ án lọc dầutomNo ratings yet
- Đặc tuyến vôn - ampe: Hiệu điện thế hãm và hằng số planckDocument3 pagesĐặc tuyến vôn - ampe: Hiệu điện thế hãm và hằng số plancknghiabuiaceNo ratings yet
- 210-TH01.2.22 - Mba T1 - 1630011TDocument2 pages210-TH01.2.22 - Mba T1 - 1630011TĐỗ Hồng SơnNo ratings yet
- HD Khai Thác TK BT XíchDocument21 pagesHD Khai Thác TK BT Xíchmạnh nguyễnNo ratings yet
- BTL-KTC-Nguyễn Hoàng ViệtDocument8 pagesBTL-KTC-Nguyễn Hoàng ViệtHoang VietNo ratings yet
- Lọc Khung BảngDocument10 pagesLọc Khung BảngNguyễn Huỳnh NhưÝNo ratings yet
- Day Dan (AC - A)Document2 pagesDay Dan (AC - A)Đạt LýNo ratings yet
- Phạm Anh Khoa-103220067-Đề 7Document35 pagesPhạm Anh Khoa-103220067-Đề 7akhoa2411No ratings yet
- BAI2DANGLAMDocument15 pagesBAI2DANGLAMĐạtNo ratings yet
- BÀI THÍ NGHIỆM 5Document5 pagesBÀI THÍ NGHIỆM 5duy taNo ratings yet
- 2 Battery SizingDocument14 pages2 Battery SizingdesignselvaNo ratings yet
- Bai 1 ĐKTĐDocument14 pagesBai 1 ĐKTĐDuy Lại NguyễnNo ratings yet
- BTL LCN S ADocument8 pagesBTL LCN S AThái Đoàn MinhNo ratings yet
- So Lieu Dau VaoDocument4 pagesSo Lieu Dau VaoNgoVietCuongNo ratings yet
- TN MÁY ĐIỆNDocument50 pagesTN MÁY ĐIỆNMinh TânNo ratings yet
- BÁO CÁO TN MÁY ĐIỆN NHÓM 1Document21 pagesBÁO CÁO TN MÁY ĐIỆN NHÓM 1freegmil311No ratings yet
- Thông Số ĐềDocument39 pagesThông Số Đềlthlong11042003No ratings yet
- đề 46Document59 pagesđề 46Châu PTNo ratings yet
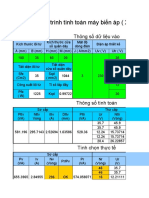
- Chương trình tính toán máy biến áp (220v-50~60Hz) .Document20 pagesChương trình tính toán máy biến áp (220v-50~60Hz) .tomchamchi tomchamchi0% (1)
- Bài 1prelabcstdDocument9 pagesBài 1prelabcstdQuốc DoanhNo ratings yet
- Bản tính toán tham khảo cách trình bàyDocument22 pagesBản tính toán tham khảo cách trình bàyLợi Trần XuânNo ratings yet
- UntitledDocument10 pagesUntitledĐào Huỳnh Tấn PhúcNo ratings yet
- AbcxyzDocument41 pagesAbcxyzLuyện NgôNo ratings yet
- Exercise 4 - NHÓM 3Document6 pagesExercise 4 - NHÓM 3drisspham0122No ratings yet
- Thiết kế Chân vịtDocument9 pagesThiết kế Chân vịtNguyễn Trung KiênNo ratings yet
- Ycvt 115a 10.11.2022 Izumi t207 Cot Mai Truc G LDocument112 pagesYcvt 115a 10.11.2022 Izumi t207 Cot Mai Truc G LNguyễn Thị Lan HươngNo ratings yet
- BCTN Bài 2 Bơm Ly TâmDocument12 pagesBCTN Bài 2 Bơm Ly TâmnhungNo ratings yet
- ĐỒ ÁN CUNG CẤP ĐIỆNDocument48 pagesĐỒ ÁN CUNG CẤP ĐIỆNQuan TrầnNo ratings yet
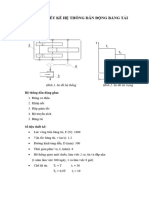
- Đề 9: Thiết Kế Hệ Thống Dẫn Động Băng TảiDocument8 pagesĐề 9: Thiết Kế Hệ Thống Dẫn Động Băng Tảitranvanhuynh2003No ratings yet
- Bài TH C Hành 8.1-Nhóm 6-L P 2Document7 pagesBài TH C Hành 8.1-Nhóm 6-L P 2tranthaonguyen040127No ratings yet
- Báo Cáo tn1Document3 pagesBáo Cáo tn1Minh DươngNo ratings yet
- 231203 - Bài tập chương3Document4 pages231203 - Bài tập chương3vanphucnguyen451No ratings yet
- Doan 2022Document12 pagesDoan 2022Minh Hoa NguyenNo ratings yet
- Báo Cáo CSĐKTĐDocument20 pagesBáo Cáo CSĐKTĐPhùng AnNo ratings yet
- Hướng Dẫn Bài Tập Tkhtđ.1Document54 pagesHướng Dẫn Bài Tập Tkhtđ.122842179No ratings yet
- Bài 1,2 Báo Cáo (TT)Document30 pagesBài 1,2 Báo Cáo (TT)bothm123456789No ratings yet
- On Thi TNVL222Document5 pagesOn Thi TNVL222TÂN LÂM HOÀNGNo ratings yet
- Tìm Ra Công TH C Làm Bánh Bông Lan NgonDocument5 pagesTìm Ra Công TH C Làm Bánh Bông Lan NgonTran Thi Nha Thu B2205743No ratings yet
- Tìm ra thuốc có hiệu quả caoDocument4 pagesTìm ra thuốc có hiệu quả caoTran Thi Nha Thu B2205743No ratings yet
- 1. Nguyễn Hà Sơn 2. Trần Thị Nhã Thư 4. Lê Hữu Danh 5. Phạm Phước Nguyên 6. Nguyễn Thanh Danh 7. Nguyễn Thị Ngọc HuỳnhDocument5 pages1. Nguyễn Hà Sơn 2. Trần Thị Nhã Thư 4. Lê Hữu Danh 5. Phạm Phước Nguyên 6. Nguyễn Thanh Danh 7. Nguyễn Thị Ngọc HuỳnhTran Thi Nha Thu B2205743No ratings yet
- 1. Nguyễn Hà Sơn 2. Trần Thị Nhã Thư 3. Lê Văn Thịnh 4. Lê Hữu Danh 5. Phạm Phước Nguyên 6. Nguyễn Thanh Danh 7. Nguyễn Thị Ngọc HuỳnhDocument4 pages1. Nguyễn Hà Sơn 2. Trần Thị Nhã Thư 3. Lê Văn Thịnh 4. Lê Hữu Danh 5. Phạm Phước Nguyên 6. Nguyễn Thanh Danh 7. Nguyễn Thị Ngọc HuỳnhTran Thi Nha Thu B2205743No ratings yet
- Bài Báo Cáo Bài TH C Hành 3.1 Chương 3Document5 pagesBài Báo Cáo Bài TH C Hành 3.1 Chương 3Tran Thi Nha Thu B2205743No ratings yet